To construct a boiler, three components need to be joined together: a cylinder, a base and a cover. Our commitment to efficiency and consistent high-quality make this a more complex task than first meets the eye.
Speed and high quality as requirements
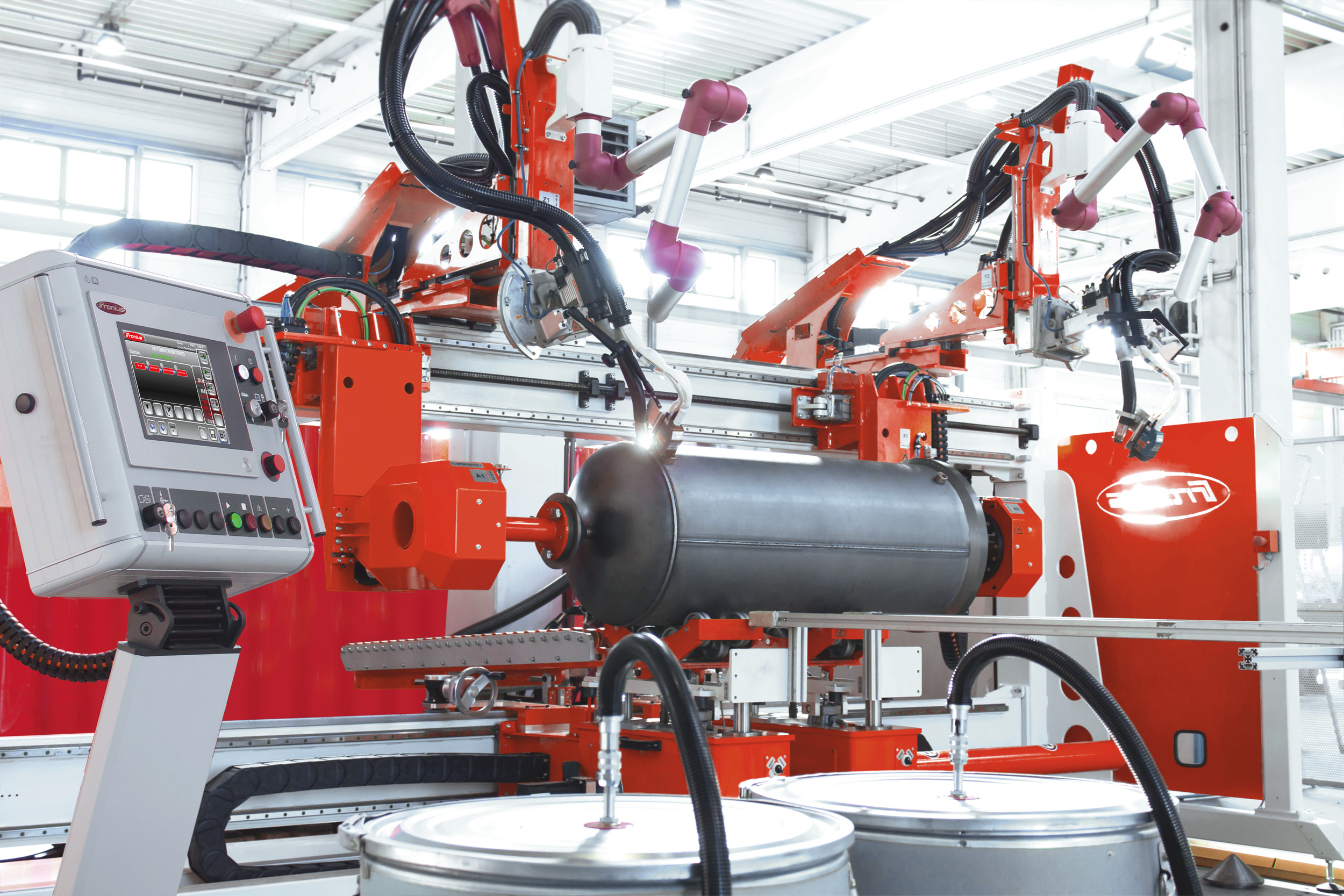
Both manual and automated work steps are involved in the production of a boiler. Automated processes are characterised by high speed and reproducible results; an aspect that is of particular importance during welding. Automated welding ensures consistently high levels of quality on the production line, irrespective of the user.
In boiler production, a sheet is first rolled into a cylinder. The cylinder is inserted into a longitudinal welding station and welded using an automated process. In the final production phase, the cylinder, base and cover of the boiler are assembled on a circular welding station. This is where the CMT TWIN welding process comes into play: the parts are joined with two circumferential welds performed using an automated process.
CMT TWIN as a solution
The CMT TWIN tandem welding process combines two arcs consisting of two separately controlled wire electrodes. The MAG pulse process (a metal active gas process in which the arc is applied in the form of pulses) first ensures deep penetration, before the weld pool is then elongated using the CMT (Cold Metal Transfer) process. CMT is an extremely stable welding process in which the wire is retracted shortly before droplet detachment, thus preventing uncontrolled short circuits and the formation of spatter.
CMT TWIN combines the MAG pulse and CMT processes.
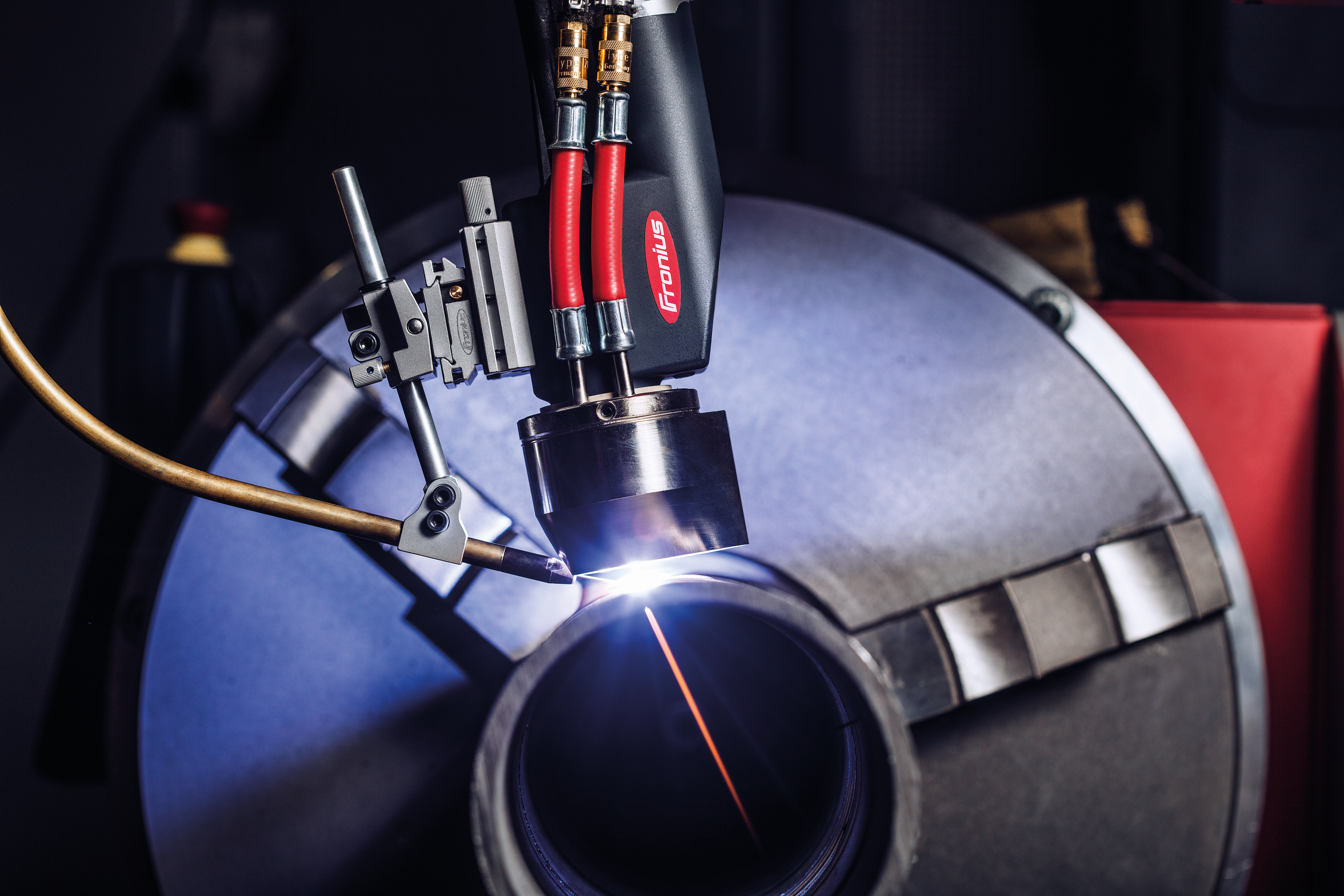
CMT TWIN supports both the speed and quality requirements for the production of boilers, which are exposed to highly dynamic load forces when in use. Deep penetration supplements the arc stability, while the low-spatter CMT process ensures a perfect weld-seam appearance along with minimal rework. What’s more, a higher deposition rate and thus higher welding speeds are also achieved.
Focus on cost effectiveness
Cost effectiveness and the end result are the focal points of the production process. The production system must not only ensure flawless quality of the manufactured boiler, but also profitability through short cycle times and high output. High system efficiency can only be achieved by minimising downtimes. All of these aspects ultimately contribute to the competitive advantage that can be harnessed by the system user.
However, not all work steps can be automated to make them more cost-effective. Machines must therefore be designed according to the requirements of their respective user too, which include ergonomics, ease of use and guaranteed safety. It is also important to ensure that users can adhere to the cycle times that are predetermined by the automated processes.
Perfectly coordinated manual and automated processes and the use of CMT TWIN permit a cycle time of 45 seconds. Ergonomically designed areas in which manual activities are performed help to ensure that this cycle time can be adhered to, meaning that up to 600 boilers can be produced per shift.
Overview
- Component name: Boiler
- Material: Low- and high-alloy steel
- Material thickness: 1.6 – 3.4 mm
- Component length: Up to 2500 mm
- Outer diameter: 330 – 585 mm
- Weld seam profile: Lap joint, square butt joint
- Welding positions: PA, PB
- Welding speed: Up to 3.6 m/min
If you would like to learn more, you can find further information about Fronius Welding Automation on our website. We are your ideal partner for mechanised welding solutions tailored to your needs.




No Comments