
Le soudage est un travail passionnant et exigeant. Les soudeurs de haut niveau sont en quelque sorte des héros, recherchés et bien payés dans le monde entier. Les soudures qu’ils fabriquent garantissent la sécurité des voitures, vélos, avions, bateaux, trains et bien d’autres objets. Néanmoins, ce métier a parfois mauvaise réputation et de moins en moins de jeunes sont attirés par son apprentissage. Pourquoi en est-il ainsi ? Il faut savoir que le soudage produit des fumées dangereuses pour la santé. Mais il existe aujourd’hui de bien meilleures protections qu’autrefois !
Stimulant et passionnant
Il existe de nombreux exemples démontrant pourquoi l’assemblage de métaux ne requiert pas seulement de nombreuses connaissances en matière de soudage et de métallurgie, mais constitue également un véritable défi dans la pratique. Prenons par exemple le soudage du cadre en aluminium des VTT : lorsque les vététistes s’élancent à plus de 70 km/h dans les montagnes les plus raides de la Coupe du monde de VTT, jusqu’à 9 000 newtons peuvent être exercés sur l’arrière du cadre. Il suffit de la rupture d’une seule soudure pour causer des chutes dramatiques ! C’est pourquoi il faut faire appel à de véritables professionnels du soudage TIG. Ces derniers se distinguent par leurs connaissances professionnelles et leur dextérité lors de l’introduction du fil de soudage dans le bain de fusion. Autre exemple : les sous-ensembles en acier pour les wagons de marchandises. Selon le type de construction, ils doivent résister à des forces de traction de 22 tonnes, voire plus. Dans ce cas, on utilise principalement le procédé MAG avec ses variantes comme le PMC (Pulse Multi Control). Il est souvent nécessaire de souder dans des positions contraignantes, surtout en montant. L’expérience et la maîtrise du maniement de la torche sont indispensables. Les professionnels du soudage ont les cartes en main pour optimiser la quantité d’émissions qu’ils génèrent.
Optimisation de l’arc électrique
En ce qui concerne le taux d’émission, les variantes de process et la technique d’aspiration ne sont pas les seuls éléments clés. Les paramètres de process jouent un rôle important, en particulier lors du soudage à l’arc sous protection gazeuse avec fil électrode fusible (MIG/MAG) : la vitesse d’amenée de fil, la longueur de l’arc électrique et les paramètres de correction influencent la quantité de substances nocives. En collaboration avec l’Institut pour les techniques de soudage et d’assemblage (ISF) de l’Université technique de Rhénanie-Westphalie à Aix-la-Chapelle, nous avons étudié les divers paramètres système.
Réduction des émissions avec l’arc pulsé
Comme le démontre le rapport final de nos premières analyses communes des fumées de soudage, par rapport à l’arc électrique Low Spatter Control (LSC) et à l’arc électrique standard, l’arc pulsé est le process le plus favorable au transfert de matière et donc, celui qui a le plus faible taux d’émission de fumées de soudage. Dans une nouvelle série d’essais réalisée avec des chercheurs d’Aix-la-Chapelle, nous avons examiné les effets des divers réglages de la torche, vitesses d’amenée de fil et corrections de la longueur de l’arc électrique sur le taux d’émission. Le soudage a été réalisé avec notre arc pulsé PMC et notre TPS 500i.
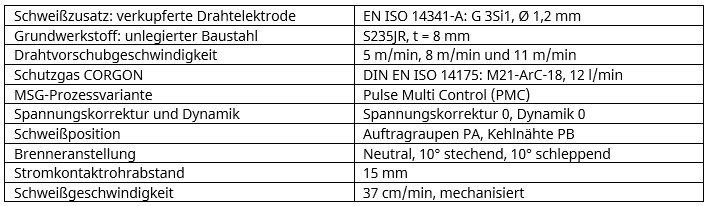
Les conditions-cadres sélectionnées
Taux d’émission de fumées de soudage lors de la réalisation de soudures à recouvrement
Au cours de nos analyses, nous avons constaté que l’émission de fumées de soudage était relativement faible avec une vitesse d’amenée de fil de 5 m/min et un positionnement neutre de la torche. Il est toutefois frappant de constater qu’avec une vitesse d’amenée de fil plus élevée (11 m/min), les émissions sont moins importantes qu’avec une puissance plus faible (8 m/min), entraînant une augmentation des courts-circuits lors de notre essai (Graphique 1).
Lorsque les soudeurs optimisent l’arc électrique à l’aide de la correction de la longueur de l’arc électrique (lors de l’essai en position neutre de la torche), les émissions de fumées de soudage peuvent être considérablement réduites à toutes les vitesses d’amenée de fil. Contrairement à l’arc électrique non optimisé, les émissions de fumées de soudage à 8 m/min avec 0,9 mg/s sont légèrement plus faibles que celles à 11 m/min avec 1,1 mg/s (Graphique 1).
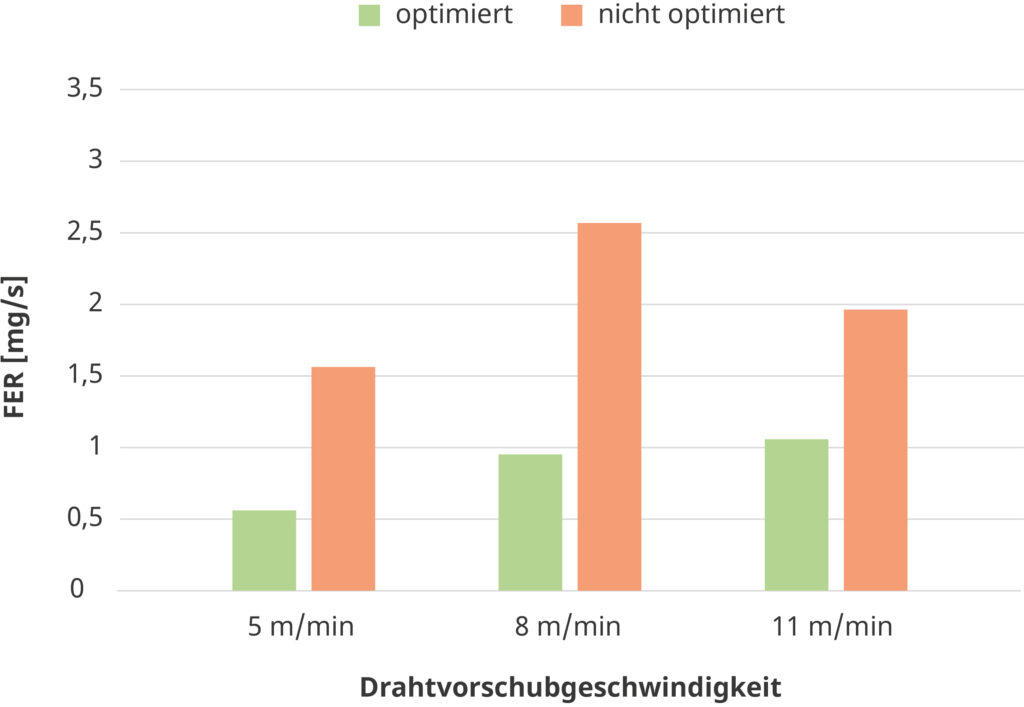
Les professionnels du soudage disposent donc d’une marge de manœuvre relativement importante pour concevoir l’arc électrique de manière à ce que l’exposition aux fumées de soudage soit la plus faible possible, en fonction de l’application.
Comparaison des courbes de tension à une vitesse d’amenée de fil de 5 m/min
Comme nos études communes l’ont démontré, le taux d’émission de fumées de soudage est directement lié au nombre de courts-circuits : plus ce dernier est élevé, plus le taux d’émission de fumées de soudage est lui aussi élevé. Pour notre équipe de chercheurs, cela s’explique par le transfert de matière. Les courts-circuits provoquent des perturbations du process qui entraînent l’apparition de vapeur métallique et de projections de métal.
Si les soudeurs souhaitent réduire ces émissions à un minimum, il est recommandé de procéder à un réglage du process qui allie la longueur de l’arc électrique et la réduction du court-circuit, c’est-à-dire que l’arc électrique ne doit pas être trop long ni trop court. Lorsque la tension moyenne augmente légèrement, les courts-circuits et les émissions sont réduits (Graphique 2).
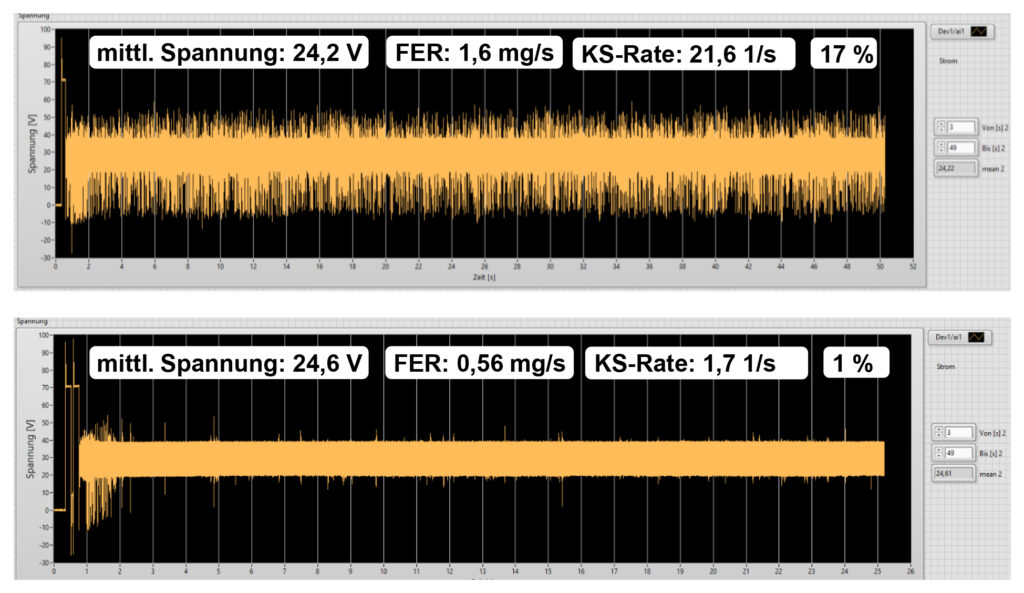
Les processus de soudage à 8 et 11 m/min se comportent de manière similaire en ce qui concerne le rapport entre la tension moyenne et les courts-circuits, et les émissions de fumées de soudage restent similaires au process à 5 m/min.
Taux d’émission de fumées de soudage lors de la réalisation de soudures d’angle
Le soudage pulsé à des vitesses d’amenée de fil de 5 m/min et 8 m/min produit des taux d’émission nettement plus faibles (0,55 mg/s et 0,7 mg/s respectivement) qu’à une vitesse d’amenée de fil de 11 m/min. Dans ce cas, les émissions sont de 1,7 mg/s, soit le triple par rapport à la vitesse d’amenée de fil de 5 m/min.
Comme pour les passes de rechargement, l’exposition réduite aux fumées de soudage avec une vitesse d’amenée de fil de 5 m/min et 8 m/min s’explique par le nombre réduit de courts-circuits. Lors du soudage en tirant la torche, les émissions sont un peu plus faibles que lors du soudage en poussant. Le taux d’émission est considérablement plus faible avec une vitesse d’amenée de fil de 11 m/min (voir Graphique 3). Il est même plus faible qu’avec un positionnement neutre de la torche !
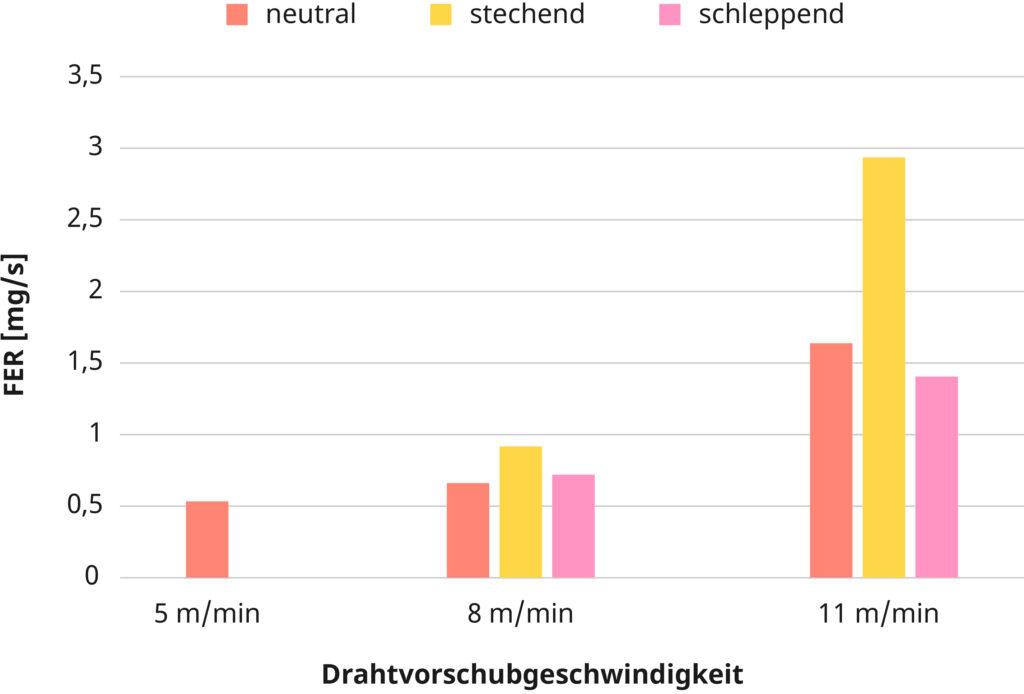
Au total, les émissions de fumées de soudage sont à un niveau plus faible que lors des soudures à recouvrement. La valeur la plus basse de chaque vitesse d’amenée de fil est comparable aux émissions des processus optimisés (Graphique 1, barres vertes) avec lesquels les soudures à recouvrement ont été réalisées.
Les valeurs absolues des taux d’émission de fumées de soudage du positionnement lors du soudage en poussant ou en tirant la torche sont largement similaires avec une vitesse d’amenée de fil de 8 m/min, tout comme pour les soudures à recouvrement (Graphique 1). En revanche, le soudage en tirant la torche à une vitesse de 11 m/min fait apparaître un taux d’émission de fumées de soudage significativement plus élevé (environ 2,8 mg/s).
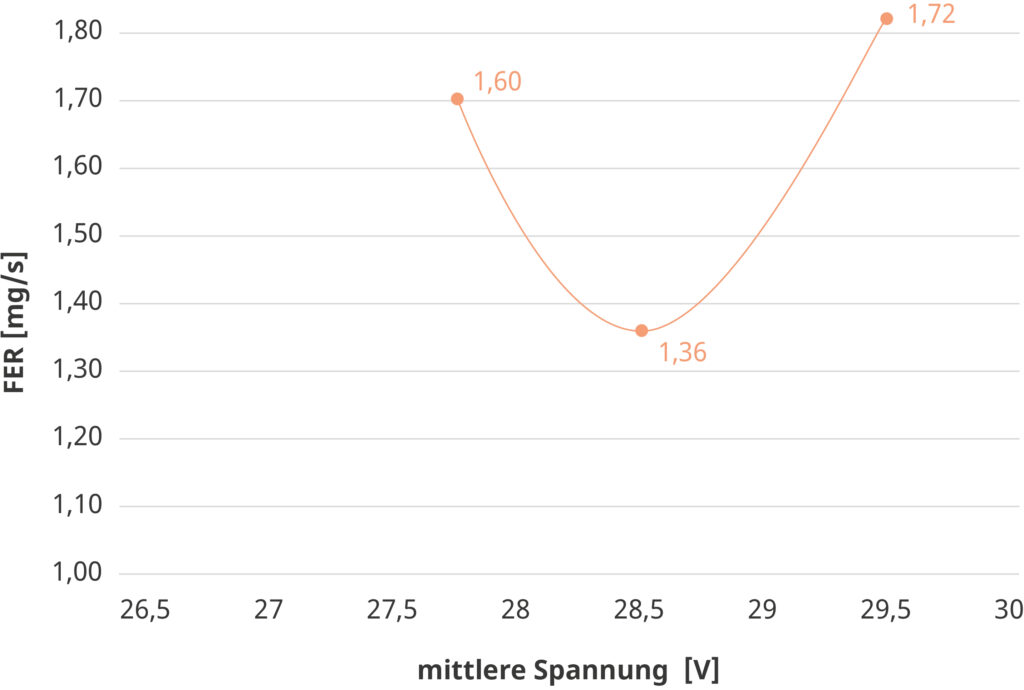
Comparaison des courbes de tension à une vitesse d’amenée de fil de 11 m/min
Nous avons examiné, en collaboration avec les chercheurs d’Aix-la-Chapelle, le rapport entre le taux d’émission et la tension moyenne avec une vitesse d’amenée de fil de 11 m/min : pour un total de trois valeurs de mesure, le résultat a été d’1,36 mg/s au minimum (optimisé avec une correction de la longueur de l’arc électrique de -1,5 V). C’est là que se trouve le point de travail où des courts-circuits apparaissent sporadiquement, mais où l’arc électrique n’est pas inutilement long. Le process sans correction de la longueur de l’arc électrique génère plus d’émissions (1,72 mg/s) en raison de l’augmentation de la longueur de l’arc électrique. Si le nombre de courts-circuits augmente lorsque la tension moyenne diminue (correction de la longueur de l’arc électrique -2,5 V), l’émission de fumées de soudage augmente également (1,6 mg/s), voir Graphique 4.
Les professionnels du soudage ont les cartes en main
En choisissant de manière ciblée le process de soudage, la vitesse d’amenée de fil et la longueur de l’arc électrique, ils réduisent considérablement les fumées de soudage.
Pour résumer, le taux d’émission de fumées de soudage dépend, en plus des aspects tels que le matériau ou les impuretés (calamine), de la puissance de fusion ou du process, le transfert de matière étant lui aussi déterminant. Si un arc électrique est trop court, cela entraîne un taux de courts-circuits plus élevé et, par conséquent, une augmentation des émissions de fumées de soudage.
À l’inverse, si l’on perfectionne le process de soudage à l’aide de la correction de la longueur de l’arc électrique et que l’on utilise, lors de l’assemblage, une torche aspirante telle que notre MTW 500i Exento combinée à notre aspiration Exento HighVac, les fumées de soudage peuvent être réduites jusqu’à 99 %.

En outre, nos casques de protection équipés d’une soufflerie filtrante constituent la cerise sur le gâteau en matière de protection contre les fumées de soudage. Ils filtrent 99,8 % des particules de fumées de soudage restantes dans l’air. Pour que le métier de soudeur soit à la fois passionnant et sûr, les professionnels doivent respecter toutes les mesures de protection possibles.




Aucun commentaire