
Le soudage au laser et le soudage MIG/MAG font partie du paysage standard des techniques de soudage depuis des décennies. Mais que se passe-t-il si l’on combine les deux procédés ? Avec le process LaserHybrid, une technologie réunit désormais le meilleur des deux mondes : la précision élevée d’un laser et la polyvalence d’un arc électrique. Nous vous expliquons ici ce qu’est précisément le soudage LaserHybrid et comment vous pouvez mettre en œuvre cette technologie innovante de manière ciblée, pour plus d’efficacité dans votre activité de fabrication par soudage.
Le soudage LaserHybrid est une méthode d’assemblage qui allie une technique de soudage par arc électrique avec la précision d’un faisceau laser. Elle permet de réaliser des assemblages par soudage de grande qualité, qui couvrent en outre une large gamme de combinaisons de matériaux.
Le développement innovant de cette technologie et la rentabilité qui en résulte en cas de production en série de grands volumes permettent d’atteindre une productivité maximale pour différents secteurs, tels que le secteur automobile, l’électromobilité, la construction navale et la construction de véhicules lourds, ainsi que la fabrication de machines.
« Grâce à sa constance élevée et au besoin réduit de retouches, LaserHybrid augmente considérablement la rentabilité de la production en série », confirme Johannes Gaisberger, Arc Technologist for High-Power Welding chez Fronius International.

Grâce à des vitesses de soudage élevées et une faible consommation de matériau d’apport, LaserHybrid est une solution particulièrement judicieuse en cas de grand nombre de pièces. Il vaut notamment le coup d’investir pour les composants tels que les coffrets de batterie et les axes, mais aussi les flèches de grues.
Le soudage LaserHybrid en détail
Le soudage LaserHybrid allie un faisceau laser à haute énergie au process de soudage à l’arc en atmosphère gazeuse (MSG). La combinaison d’un arc électrique et d’un plasma induit par laser permet un apport d’énergie précis et contrôlé dans le bain de fusion commun. On utilise généralement pour cela un arc pulsé (PMC) ou un arc avec mouvement avant/arrière du fil (CMT).
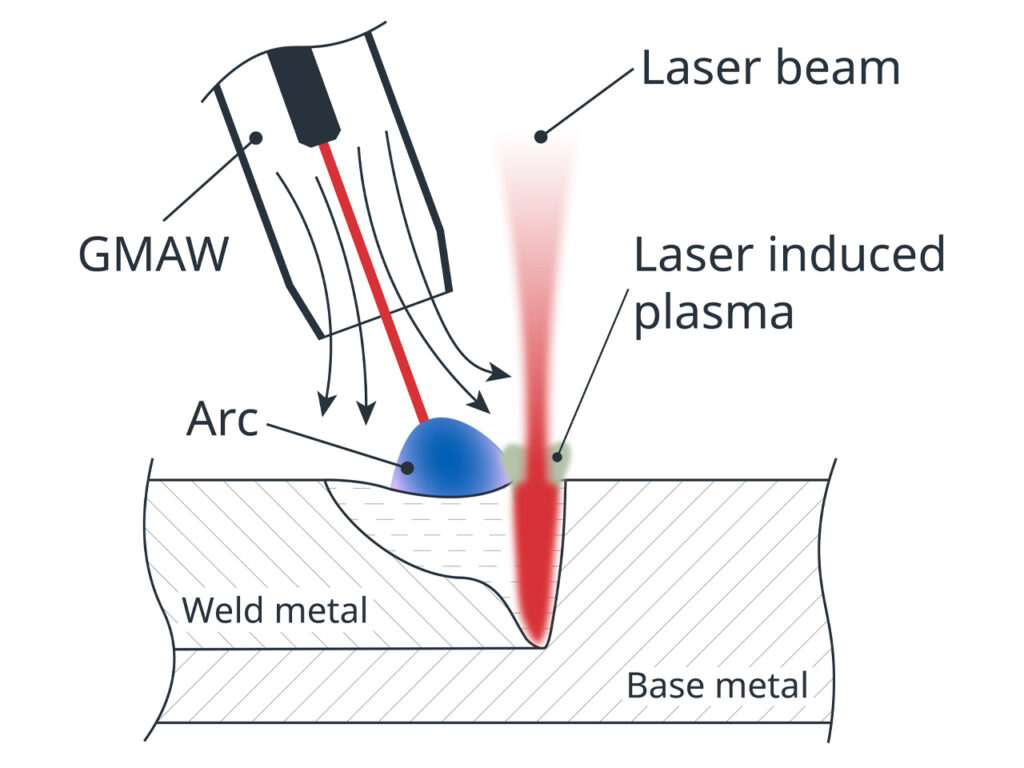
La conjugaison des deux technologies d’assemblage dans ce procédé permet d’atteindre une profondeur de soudage particulièrement élevée, de grandes vitesses de soudage et une excellente compensation des tolérances d’assemblage. « L’apport d’énergie réduit favorise la formation d’assemblages hautement résistants et durables, parfaits pour des structures relatives à la sécurité », ajoute Johannes Gaisberger.
Grâce à un contrôle ciblé du process, notamment en association avec le process CMT, la zone affectée thermiquement peut en outre être considérablement réduite, ce qui permet de conserver dans une large mesure les propriétés mécaniques de l’assemblage par soudage par rapport au matériau de base.
Soudage LaserHybrid : tous les avantages en un coup d’œil
Le soudage LaserHybrid ne se distingue pas seulement par la faible déformation thermique des composants. Les avantages pour les utilisateurs résident de manière claire dans la facilité d’utilisation, tant pour la préparation des soudures que pour les travaux en aval. « LaserHybrid raccourcit sensiblement les cycles de travail, ce qui s’avère un réel avantage pour les lignes de production automatisées à haut débit », explique le spécialiste de l’arc électrique.
- Vitesse de soudage élevée
- Pénétration plus profonde pour un apport d’énergie réduit
- Grande possibilité de combler les jeux
- Arc électrique stable grâce à l’assistance laser
- Faible formation de pores et de projections
- Grande qualité de soudure
- Cycles de travail raccourcis
- Débit plus élevé
- Faibles coûts de retouches
- Consommation réduite de matériau d’apport et de gaz de protection
- Économies d’énergie
- Rentabilité améliorée
- Respect des ressources
- Déformation des pièces réduite
- Soudures durables et résistantes
- Taux de rejet réduit
Comment construit-on un système LaserHybrid ?
Associée à un appareil de soudage MIG/MAG intelligent, un laser à disque ou à fibre et un robot industriel, la tête de soudage compacte LaserHybrid représente le cœur du système. La nouvelle tête de soudage innovante LaserHybrid CMT Universal de Fronius inclut une torche de soudage MIG/MAG avec CMT Drive, une optique laser, des composants de protection ainsi que des systèmes d’aspiration.
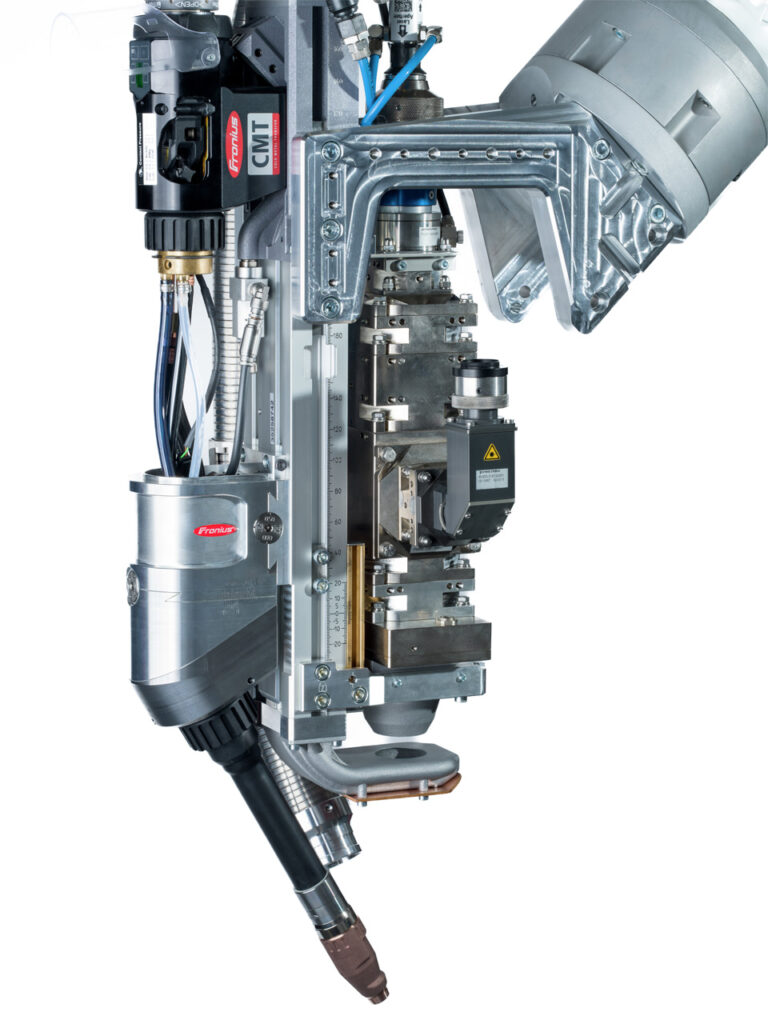
La fixation à la bride de robot s’effectue à l’aide de supports spécialement conçus pour permettre un agencement flexible dans le cas d’assemblages par soudure difficiles d’accès. Grâce au réglage multidirectionnel de la torche de soudage MIG/MAG par rapport au faisceau laser, il est possible d’obtenir un ajustement précis pour chaque application.
Afin de garantir un fonctionnement sans faille en cas de travail par relais, l’optique laser est protégée contre les salissures dues aux projections et aux fumées de soudage par des dispositifs de protection innovants tels que le Cross-Jet et des systèmes d’aspiration locaux des fumées de soudage.
Domaines d’application du process LaserHybrid
« LaserHybrid est plus qu’un mode opératoire de soudage : cette solution réunit des process laser et MIG/MAG et donc un contrôle thermique ciblé dans un seul système, ouvrant ainsi de nouvelles possibilités pour les techniques d’assemblage », souligne une fois de plus J. Gaisberger. Le spectre d’application du process LaserHybrid est manifestement polyvalent. Il s’étend des tôles épaisses (châssis de machines pour presses plieuses, construction navale) aux tôles fines (secteur automobile, réservoirs sous pression).
Dans la fabrication de coffrets de batterie en aluminium pour la mobilité électrique, ce process contribue par exemple à la sécurité nécessaire de la construction en cas de collision. « Grâce au faible apport d’énergie, le process LaserHybrid est prédestiné aux applications critiques en matière de sécurité, car il minimise les pertes de résistance et permet la formation d’assemblages résistants à long terme. »
Le soudage LaserHybrid se révèle également particulièrement efficace pour l’assemblage d’aciers très résistants. Grâce à des sections réduites et à un besoin moindre en matériau d’apport, le poids des composants peut être considérablement diminué. Il s’agit d’un avantage considérable, en particulier pour le secteur automobile, où la réduction de la masse est un enjeu décisif : la diminuer permet notamment d’augmenter l’autonomie des voitures électriques et de diminuer la consommation de carburant des moteurs à combustion.
Le process LaserHybrid contribue globalement à la réduction des émissions de CO2 : des retouches réduites conduisent à moins de déformations de matériaux et donc à moins de consommation d’énergie. LaserHybrid est donc synonyme de soudage durable et d’efficacité maximale, tant dans sa fabrication que dans son fonctionnement.
Pour exploiter pleinement le potentiel du procédé d’assemblage, il doit répondre à deux exigences : une grande profondeur de soudage (1 couche
Grâce à l’extension avec CMT, les possibilités d’application sont encore plus vastes : le process LaserHybrid peut ainsi être combiné avec CMT Braze (brasage) ou CMT Mix (combinaison CMT et arc pulsé).
Vous désirez en savoir plus ?
Vous êtes déjà familier du soudage LaserHybrid ou bien vous aimeriez l’essayer ? Si vous souhaitez en apprendre plus sur le soudage à l’arc sous protection gazeuse, nous vous recommandons l’article « Qu’est-ce que le soudage à l’arc sous protection gazeuse ? ». Vous vous intéressez aux tendances actuelles en matière de techniques d’assemblage ? Alors jetez un œil à notre article sur l’impression 3D métallique !

Aucun commentaire