
Spawanie to ciekawa, ale trudna praca. Najlepsi specjaliści od spawania są jak superbohaterowie, poszukiwani na całym świecie i wszędzie dobrze opłacani. Od tworzonych przez nich spoin zależy bezpieczeństwo samochodów, rowerów, samolotów, statków, pociągów i wielu innych pojazdów. Niemniej jednak, praca ta ma czasami zły wizerunek i coraz mniej młodych ludzi chce uczyć się tego zawodu. Dlaczego tak się dzieje? Dlatego, że podczas spawania powstaje szkodliwy dla zdrowia dym spawalniczy. Ale przecież –inaczej niż kiedyś – dzisiaj można już się przed nim uchronić!
Trudne i fascynujące zadanie
Jest wiele przykładów na to, że spajanie metali nie tylko wymaga olbrzymiej wiedzy z dziedziny spawalnictwa i metalurgii, ale także jest naprawdę trudne w praktyce. Pomyślmy o spawaniu aluminiowej ramy roweru górskiego: gdy rowerzysta zjeżdża na nim po stromym zboczu z prędkością ponad 70 km/h w trakcie zawodów pucharu świata w downhillu, na tył ramy mogą działać siły sięgające 9000 niutonów. Gdyby pękła chociażby jedna spoina, upadek mógłby się skończyć tragicznie! Dlatego do spawania TIG potrzebni są prawdziwi fachowcy. Znają się oni doskonale na rzeczy i potrafią zręcznie doprowadzać drut spawalniczy do jeziorka spawalniczego. Albo zastanówmy się nad stalowymi ramami wózków wagonów towarowych: zależnie od konstrukcji mogą one być poddawane siłom rozciągającym przekraczającym 22 tony. Są one spawane głównie metodą MAG i jej wariantami, jak PMC (Pulse Multi Control). Spawanie często musi być wykonywane w pozycjach wymuszonych – przede wszystkim w pozycji pionowej z dołu w górę. Niezbędne jest doświadczenie i umiejętne prowadzenie uchwytu. To, ile emisji przy tym powstanie, zależy od samego spawacza.
Optymalizacja łuku spawalniczego
Nie tylko wariant procesu i zastosowane wyciągi mają znaczenie, jeśli chodzi o wielkość emisji. Istotną rolę odgrywają też parametry procesu, zwłaszcza w przypadku spawania łukowego w osłonie gazowej (MIG/MAG): ilość szkodliwych substancji zależy od prędkości podawania drutu, długości łuku i parametrów korekty. Wraz z badaczami z Instytutu Spawalnictwa (ISF) Politechniki w Akwizgranie (RTWH Aachen) wzięliśmy pod lupę różne ustawienia parametrów.
Mniej emisji podczas spawania łukiem pulsującym
Jak wynika ze sprawozdania z naszego pierwszego wspólnego badania emisji dymu spawalniczego, łuk pulsujący odznacza się korzystniejszym przejściem materiału niż łuk spawalniczy LSC (Low Spatter Control) i standardowy, co przekłada się na mniejszą wielkość emisji dymu spawalniczego (wskaźnik FER = Fume Emission Rate). W nowej serii testów wraz z naukowcami z Akwizgranu sprawdziliśmy, jak różne nachylenia uchwytu, prędkości podawania drutu i korekty długości łuku spawalniczego wpływają na wielkość emisji. Do spawania używano procesu PMC i źródła energii TPS 500i.
Wybrane warunki ramowe
Wielkość emisji dymu spawalniczego podczas spawania spoin czołowych
W trakcie testów stwierdziliśmy, że emisja dymu spawalniczego jest stosunkowo mała przy prędkości podawania drutu 5 m/min i neutralnym nachyleniu uchwytu. Co ciekawe jednak, przy większej prędkości podawania drutu 11 m/min powstawało mniej dymu niż przy próbie z mniejszą prędkością tj. 8 m/min, gdy wielokrotnie dochodziło do zwarć (grafika 1).
Jeśli spawacze zoptymalizują łuk spawalniczy za pomocą korekty długości łuku spawalniczego (w teście z neutralnym nachyleniem uchwytu), mogą znacznie zmniejszyć emisję dymu spawalniczego, niezależnie od prędkości podawania drutu. W przeciwieństwie do łuku spawalniczego bez optymalizacji emisja dymu spawalniczego przy prędkości 8 m/min jest nieco mniejsza (0,9 mg/s) niż przy prędkości 11 m/min (1,1 mg/s) (grafika 1).
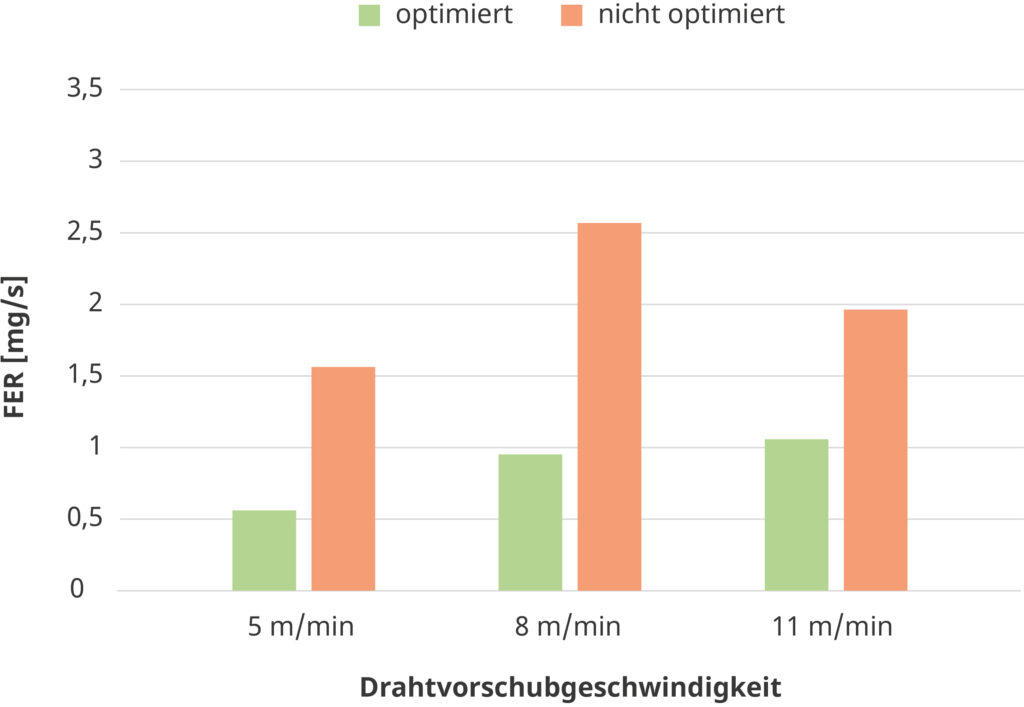
Spawacze mają zatem względnie duży zakres możliwości kształtowania łuku spawalniczego w taki sposób, aby minimalizować obciążenie dymem spawalniczym, zależnie od zastosowania.
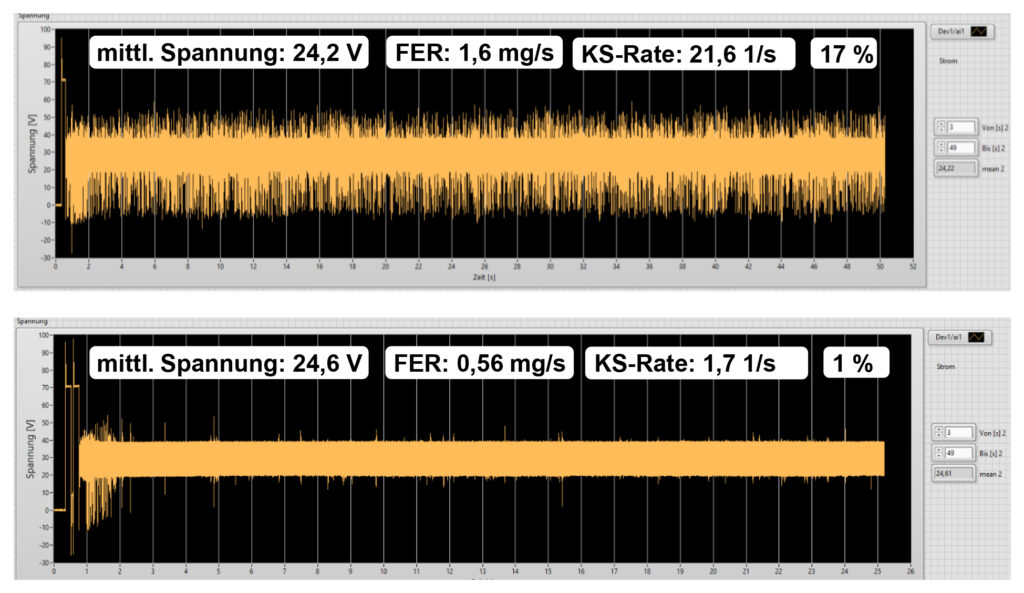
Porównanie charakterystyk napięcia przy prędkości podawania drutu 5 m/min
Jak wykazały nasze wspólne testy, istnieje bezpośredni związek między wielkością emisji dymu spawalniczego a liczbą zwarć. Wysoka liczba zwarć skutkuje znacznie wyższym wskaźnikiem FER. Według naszych naukowców wynika to z przejścia materiału. Efekty zwarcia powodują zakłócenia procesu, których skutkiem są opary i rozpryski metalu.
Jeśli spawaczom zależy na zminimalizowaniu emisji, wskazane jest ustawienie procesu, które sprowadza do wspólnego mianownika długość łuku i redukcję zwarć – czyli sprawia, że łuk spawalniczy nie jest ani za długi, ani za krótki: lekki wzrost średniego napięcia powoduje zmniejszenie zarówno efektów zwarcia, jak i emisji (grafika 2).
Procesy spawania przy prędkości 8 i 11 m/min zachowują się pod względem relacji między średnim napięciem, efektami zwarcia i emisją dymu spawalniczego analogicznie do procesu przy prędkości 5 m/min.
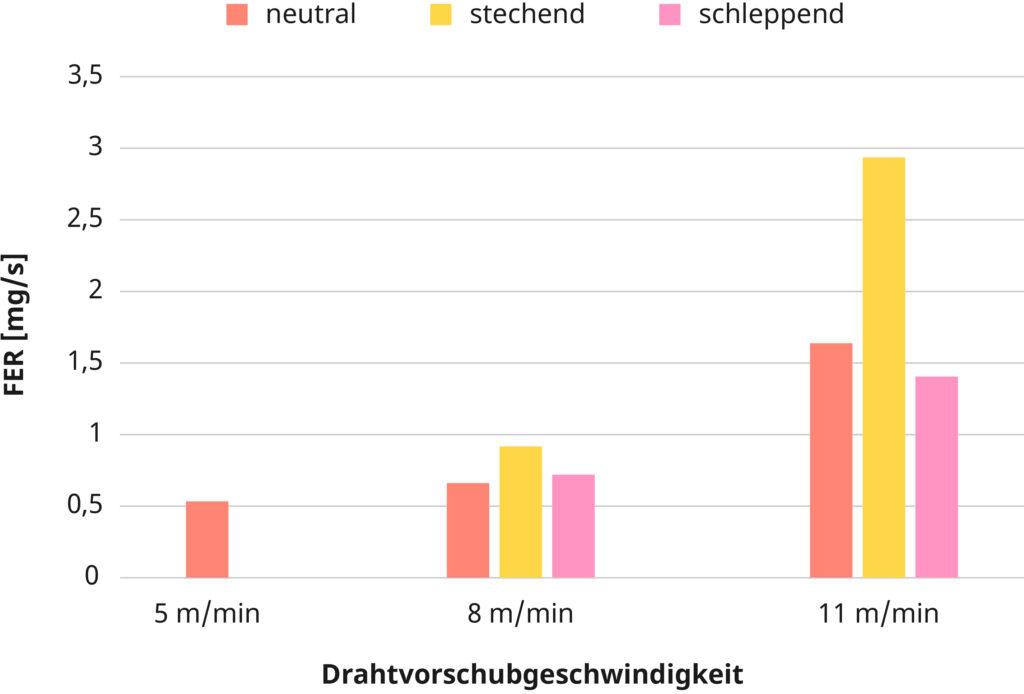
Wielkość emisji dymu spawalniczego podczas spawania spoin pachwinowych
Podczas spawania łukiem pulsującym z prędkościami podawania drutu 5 m/min i 8 m/min dochodzi do znacznie mniejszej (0,55 mg/s lub 0,7 mg/s) emisji niż przy prędkości podawania drutu 11 m/s, gdy emisja wynosi 1,7 mg/s, czyli ponad trzykrotnie więcej niż wtedy, gdy drut jest podawany z prędkością 5 m/min.
Przyczyną mniejszego obciążenia dymem spawalniczym przy prędkościach 5 m/min i 8 m/min jest – podobnie jak w przypadku spoin czołowych – mniejsza liczba zwarć. Warte zastanowienia jest także to, że nachylenie uchwytu spawalniczego przeciwnie do kierunku spawania skutkuje mniejszymi emisjami niż nachylenie go w kierunku spawania. Przy prędkości podawania drutu 11 m/min wielkość emisji znacznie spada (grafika 3). Jest nawet mniejsza niż przy neutralnym nachyleniu uchwytu!
Te emisje dymu spawalniczego są generalnie niższe niż w przypadku spoin czołowych. Najniższa wartość zależna od prędkości podawania drutu jest porównywalna z emisjami zoptymalizowanych procesów (grafika 1, zielony słupek), którymi spawano spoiny czołowe.
Bezwzględne wielkości emisji dymu spawalniczego przy nachyleniu uchwytu spawalniczego w kierunku spawania i przeciwnie do niego są do siebie bardzo zbliżone, gdy prędkość podawania drutu wynosi 8 m/min, podobnie zresztą jak w przypadku spoin czołowych (grafika 1). Natomiast przy prędkości 11 m/min nachylenie w kierunku spawania powoduje zwiększenie FER o około 2,8 mg/s.
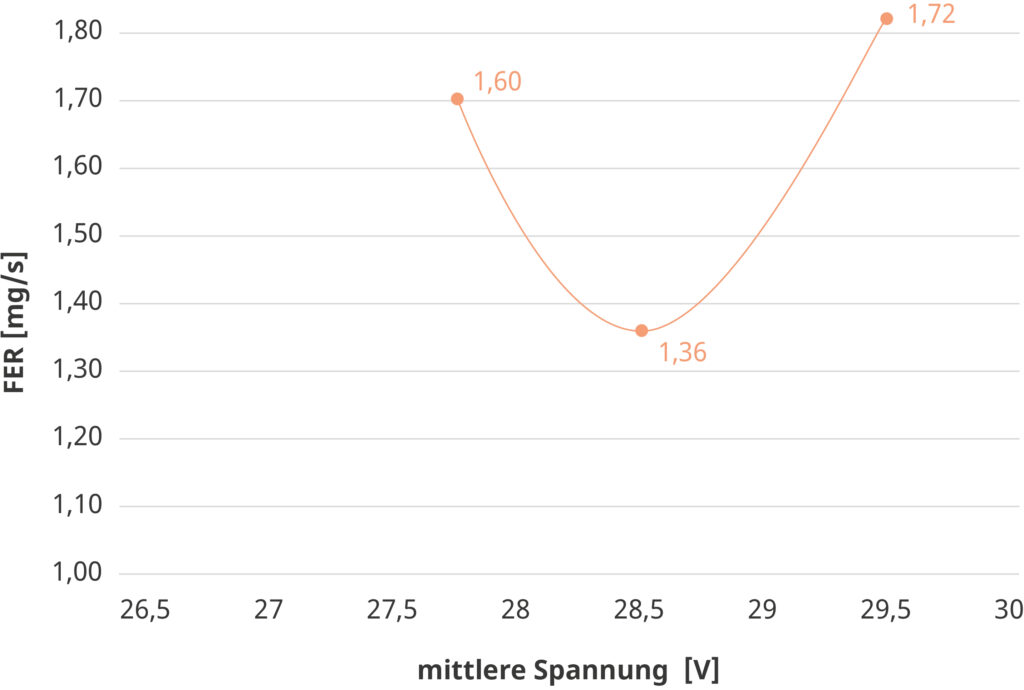
Porównanie charakterystyk napięcia przy prędkości podawania drutu 11 m/min
Wraz z naukowcami z Akwizgranu dokładnie przyjrzeliśmy się zależności między wielkością emisji i średnim napięciem przy prędkości podawania drutu 11 m/s: z łącznie trzech wartości pomiarowych minimalna emisja dymu spawalniczego wyniosła 1,36 mg/s (z korektą długości łuku spawalniczego -1,5 V). Tam znajduje się ten punkt pracy, przy którym efekty zwarcia występują sporadycznie, ale łuk spawalniczy nie jest dłuższy, niż jest to potrzebne. W procesie bez korekty długości łuku spawalniczego jest wytwarzanych więcej emisji (1,72 mg/s) za sprawą dłuższego łuku spawalniczego. Jeśli wzrośnie liczba efektów zwarcia przy jednoczesnym spadku średniego napięcia (korekta długości łuku spawalniczego -2,5 V), zwiększy się także emisja dymu spawalniczego (1,6 mg/s), patrz grafika 4.
Wszystko w rękach spawaczy
Umiejętny dobór procesu spawania, prędkości podawania drutu oraz długości łuku pozwala na emitowanie znacznie mniejszych ilości dymu spawalniczego.
Podsumowując: wielkość emisji dymu spawalniczego jest oprócz innych aspektów, jak materiał lub zanieczyszczenia (zgorzelina) zależna też od wydajności stapiania lub procesu, przy czym decydujące znaczenie ma przejście materiału. Jeśli łuk spawalniczy jest za krótki, powstaje więcej zwarć, a w konsekwencji wydzielane jest więcej dymu spawalniczego.
Jeśli natomiast proces spawania zostanie udoskonalony za pomocą korekty długości łuku spawalniczego i do spawania zostanie użyty uchwyt z odciągiem, np. Fronius MTW 500i Exento w połączeniu z odciągiem Fronius Exento HighVac, odciągane może być nawet 99% dymu spawalniczego.

Ponadto nasze przyłbice spawalnicze z systemem filtrowania powietrza stawiają kropkę nad i, jeśli chodzi o ochronę przed dymem spawalniczym. Odfiltrowują aż 99,8% cząstek dymu spawalniczego unoszących się w powietrzu. Jeśli spawacze będą stosowali wszystkie możliwe środki ochronne, spawanie będzie nie tylko ciekawym, ale także już teraz dość bezpiecznym zawodem.




Brak komentarzy