Da indústria alimentar ao setor aéreo e espacial: quando a demanda é por cordões de solda uniformes de altíssima qualidade, muitas empresas optam pela soldagem TIG. É possível comparar tal processo com uma limusine de luxo à qual falta um pouco de velocidade. E é justamente esta característica que se torna um problema na produção com a tecnologia de soldagem TIG: devido à sua baixa velocidade, o processo TIG de soldagem pode ser oneroso, sobretudo em materiais mais grossos que requerem várias camadas de solda.
A soldagem com a técnica keyhole, de camada única pode ajudar nesse caso, uma vez que resulta em cordões de solda perfeitos e é realizada em alta velocidade.
…
…
O que é soldagem com a técnica keyhole?
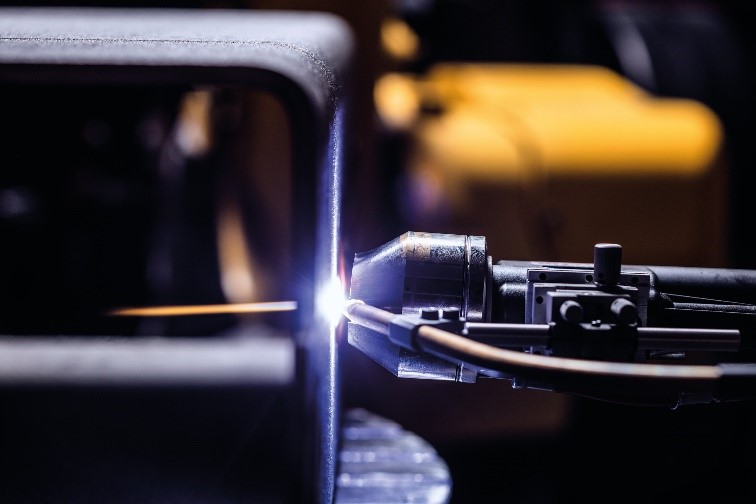
O princípio da penetração profundatécnica kKeyhole (buraco de fechadura) baseia-se em um arco voltaico com densidade de energia particularmente alta. Diferente do que acontece com a soldagem TIG, a energia do arco voltaico é colocada em uma superfície pequena, não grande. O resultado é uma penetração de solda profunda e estreita.
Requisitos do processo de soldagem com a técnica keyhole
Em caso de matéria prima básica com baixa condutividade térmica, o acúmulo de calor é pontual, e este é o pré-requisito para o método de keyhole. Em geral, os materiais utilizados são aços fortemente ligados ou duplex. O contraste é o seguinte: quanto melhor a condutividade térmica da matéria prima básica, piores são as propriedades para a soldagem com a técnica keyhole.
Quando se deseja incorporar aços ligados pelo processo de técnica keyhole, deve-se considerar que as diversas ligas se comportam de forma totalmente diferente dos metais puros em relação à condutividade térmica. O níquel, por exemplo, apresenta uma boa condutividade térmica. Por outro lado, ele se torna um condutor pobre quando utilizado como liga à base de níquel e, portanto, pode ser muito bem fundido com o processo de soldagem com a técnica keyhole.
Exemplos de características de soldagem dependendo da condutividade térmica
Condutividade térmica ruim
Características de soldagem com a técnica keyhole boas keyhole ruins
/ titânio
/ duplex
/ ligas à base de níquel
/ aços Cr-Ni
Condutividade térmica boa
Características de soldagem com a técnica
/ cobre
/ alumínio
/ níquel
Preparação do cordão minimizado para a soldagem com a técnica keyhole
Para formar um bom passe de raiz, o arco voltaico precisa queimar livremente na parte de baixo do material. Recomenda-se uma área livre de, no mínimo, 8 x 8 milímetros.
Área livre suficientemente ampla para o gás de formação e o arco voltaico.
Espaço muito pequeno. O dispositivo aquece e causa alterações nos parâmetros. O arco voltaico é desviado. Há risco de se formarem poros
SOLDAGEM A PLASMA
A soldagem a plasma é encontrada com frequência na fabricação de tanques e tubulações, bem como na fabricação de equipamentos químicos e de aço inoxidável. Uma aplicação típica é a soldagem de impacto em I de cordões longitudinais e circunferenciais em canos, reservatórios e solos de parede grossa.
Impacto em I
A espessura dos materiais varia de três a dez milímetros. No caso de espessuras de paredes acima de 10 milímetros, é preferível usar a soldagem a plasma para soldar o passe de raiz.
Soldagem a plasma de cordão longitudinal com um banco tensor (Seam welder)
Soldagem a plasma de cordão circunferencial com dispositivo de reboque a gás
Funções e vantagens de soldagem a plasma
Na tecnologia de soldagem, falamos de soldagem a plasma quando o arco voltaico é constrito pelo gás de plasma. O resultado é um arco voltaico concentrado e quase cilíndrico que se altera de acordo com o diâmetro dos bicos de plasma e a quantidade do gás de plasma. O jato de plasma em si é formado por um jato gasoso acelerado e ionizado e é lançado por um bico de plasma próprio.
Arco voltaico TIG (temperaturas de até 15000°C) versus arco voltaico de PLASMA (temperaturas de até 30000°C)
A alta pressão do plasma forma o chamado keyhole (buraco de fechadura) no início do cordão, onde a matéria prima básica é derretida em toda sua profundidade. Assim, é possível soldar com impacto em I materiais fortemente ligados de cromo-níquel com paredes de até 10 mm de espessura. Para preencher o buraco de fechadura, nivelar a entrada do passe de raiz e obter um cordão de convexidade baixa, normalmente utiliza-se um arame frio. Materiais com espessura de até oito milímetros podem ser soldados com uma única camada sem processamento prévio.
Processo com a técnica keyhole a plasma
Em comparação com a soldagem TIG, a soldagem com a técnica keyhole a plasma oferece também as seguintes vantagens em termos de qualidade e custos, além da velocidade mais alta:
- Eliminação da demorada preparação do cordão (processamento prévio como chanfrar os cantos da peça de trabalho)
- Consumo reduzido de arame adicional devido aos volumes de enchimento menores (impacto em I ao invés de em Y ou U)
Impacto em I
Impacto em U
Impacto em Y
- Menos deformação dos componentes devido à menor introdução de energia
- Menor deformação dos componentes e menor convexidade do cordão minimizam o retrabalho
SOLDAGEM TIG COM A TÉCNICA KEYHOLE
Os processos de soldagem com a técnica keyhole baseados em TIG foram introduzidos no mercado por diversas empresas ao longo do tempo. A maioria deles foi desenvolvida especialmente para a soldagem de conexão mecanizada. Assim como o processo de keyhole de plasma, a soldagem TIG com a técnica keyhole é usada com frequência quando se exige muito tanto em relação à qualidade do cordão quanto ao custo-benefício.
No entanto, a soldagem TIG com a técnica keyhole não é muito apropriada para adicionar materiais revestidos, como uma chapa zincada, por exemplo. Neste caso, recomenda-se o processo com a técnica keyhole a plasma, uma vez que os bicos de plasma protegem os eletrodos e possibilitam uma vida útil mais longa.
Soldagem TIG com a técnica keyhole na Fronius – ArcTig
A Fronius chama seu processo com a técnica keyhole baseado em TIG de “ArcTig“. Ele se difere do processo de soldagem a plasma com a técnica keyhole sobretudo no seguinte: ao invés de usar um gás de plasma, a tecnologia ArcTig concentra o arco voltaico através de um arrefecimento de alto desempenho em uma superfície grande. Assim, a Fronius conseguiu reduzir as temperaturas no eletrodo de tungstênio até a ponta da agulha. O resultado é um arco voltaico completamente concentrado e, consequentemente, mais penetrante. A densidade de energia também é alta neste caso e se solda uma única camada em espessuras de até dez milímetros sem necessidade de um processamento prévio.
Além disso, a ArcTig oferece vantagens adicionais para outros materiais: como a fonte de solda de plasma e o gás de plasma são eliminados, o soldador precisa levar menos parâmetros em consideração. Isso simplifica a soldagem e economiza tempo. Ademais, como tanto a fonte de solda de plasma quanto o gás de plasma se tornam desnecessários, economiza-se significativamente.
Mais pode ser encontrado no artigo do blog: ArcTig: Soldando mais rápido e mais bonito
Vídeo da ArcTig: soldagem com a técnica keyhole na fabricação de tubulações:
Vídeo da ArcTig: soldagem com a técnica keyhole na fabricação de reservatórios:


Nenhum comentário