To jak igranie z ogniem: plazma łuku spawalniczego o temperaturze nawet 20 tysięcy stopni, dramatyczne zmiany zachodzące w ciągu mikrosekund i potężne oddziaływanie na materiały: błyskawice w przyrodzie i łuki spawalnicze rządzą się tymi samymi prawami fizyki. Na czym polega zadanie technik spawania łukowego? Coś, co z natury jest niestabilne, ulotne i nieuchwytne trzeba przekształcić w coś trwałego i godnego zaufania. W skrócie: chodzi o uzyskanie stabilnego łuku spawalniczego do szybkiego, wygodnego i niezawodnego spawania.
Aby zrozumieć, czym tak właściwie zajmuje się technik spawania łukowego, należy wpierw powiedzieć sobie, na jakiej zasadzie działają łuki spawalnicze. To znaczy: aby mógł powstać łuk spawalniczy, między dwoma punktami musi występować różnica potencjałów, czyli nierównowaga elektryczna. W jednym punkcie występuje nadwyżka elektronów (a więc ujemnie naładowanych cząsteczek), w drugim występuje niedobór elektronów.
Elektrony w kanale plazmowym
Dla wyrównania tej różnicy w pewnych warunkach dochodzi do wyładowania elektrycznego. Wtedy powietrze (lub gaz osłonowy) jest jonizowane pomiędzy dwoma punktami przez wysoką temperaturę lub wysokie napięcie elektryczne. Powstaje elektrycznie przewodząca plazma – energia przepływa wtedy pomiędzy obydwoma punktami przez kanał plazmowy. Łuk spawalniczy utrzymuje się przez czas przepływu energii.
Po zniesieniu nierównowagi – to znaczy różnicy potencjałów – między obydwoma punktami przepływ energii wygasa, a z nim gaśnie łuk spawalniczy. W przypadku błyskawic wyrównanie potencjałów następuje w ciągu kilku dziesiętnych sekundy, natomiast podczas spawania elektrony muszą stale przepływać przez kanał plazmowy.

Procesy towarzyszące powstawaniu łuku spawalniczego są opisywane na blogu nieco dokładniej we wpisie „Czym jest łuk spawalniczy i jak działa spawanie łukowe”.
Modelowanie łuku spawalniczego: Jak wygląda optymalny łuk spawalniczy?
Zasadnicze pytanie, które stawia sobie technik spawania łukowego praktycznie w każdej sytuacji brzmi tak samo: jak ma wyglądać optymalny łuk spawalniczy? Głównym zadaniem technik spawania łukowego jest więc takie uformowanie łuku spawalniczego w procesach spawania, aby pozostał jak najbardziej stabilny nawet w najbardziej niesprzyjających warunkach – nawet pomimo niewłaściwej obsługi przez użytkownika.
„Im krócej, tym lepiej” to często stosowana podstawowa zasada w technice łuku spawalniczego: im krótsze jest modelowanie łuku spawalniczego, tym z reguły szybsze i wygodniejsze jest spawanie. Krótkie łuki spawalnicze charakteryzują się przede wszystkim wysokim ciśnieniem i wysoką gęstością energii. Przy długich łukach spawalniczych występuje podwyższone ryzyko podtopień, emisji i wad spajania.
Rozwój produktów: definiowanie wymogów dla źródeł energii
Przy większości rodzajów spawania łuk spawalniczy znajduje się najczęściej w centrum uwagi – ma to miejsce przy spawaniu metodą TIG, MIG/MAG czy spawaniu ręcznym elektrodą otuloną: technik spawania łukowego są więc zawsze angażowani w proces rozwoju nowych źródeł energii. To oni definiują, jak powinny wyglądać wymagania elektryczne dla określonego procesu spawania – i jakie warunki musi spełniać sprzęt i oprogramowanie. W końcu to wydajność łuku spawalniczego w istotnym stopniu decyduje o rynkowym sukcesie źródła energii do spawania łukowego.
Energia jako narzędzie pracy
Od kiedy w 1782 roku Georg Christoph Lichtenberg połączył sprężynę zegara i ostrze noża za pomocą „sztucznej elektryczności”, w spawaniu łukowym wszystko kręci się wokół energii – z uwzględnieniem głównych parametrów, takich jak natężenie prądu, opór i napięcie. Przy spawaniu metodą MIG/MAG decydującym czynnikiem jest dodatkowo prędkość podawania drutu.
W nowoczesnych systemach do spawania łukowego te główne parametry okazują się niewystarczające: w międzyczasie technicy spawania łukowego zidentyfikowali setki różnych parametrów dodatkowych, z których wszystkie mogą mieć wpływ na łuk spawalniczy.
Tworzenie algorytmów – aby spawanie łukowe było „inteligentne”
Tak jak w niemal wszystkich zawodach technicznych, istotna część pracy technicy spawania łukowego odbywa się dzisiaj przed komputerem. Zajmujaą-się tworzeniem odpowiednich algorytmów określających powiązania pomiędzy istotnymi parametrami i czynnikami, które mają wpływ na łuk spawalniczy. I stale pracują nad ich optymalizacją.
Algorytmy odzwierciedlają mechanizmy kontroli i regulacji procesów spawania. Inaczej mówiąc: to algorytmy sprawiają, że procesy spawania i źródła energii są „inteligentne”. Algorytmy są częścią oprogramowania źródeł energii, które z kolei są rozwijane w ścisłej współpracy z synergicznych technikami spawania łukowego
Programy spawania zwiększające przyjazność dla użytkownika
Algorytmy spawania stanowią podstawę dla rozwoju charakterystyk lub programów spawania. Są to programy tworzone przez techników spawania łukowego, które w istotny sposób przyczyniają się do przyjaznej obsługi nowoczesnych źródeł energii w codziennej pracy spawacza. Za pomocą programów spawania w sposób przyjazny dla użytkownika można spajać ze sobą najróżniejsze materiały i spoiwa. Spawacze nie muszą przy tym dysponować szczegółową wiedzą o powiązaniach pomiędzy poszczególnymi parametrami i zmiennymi. Wystarczy kilka decyzji i wybór właściwego programu – i można rozpocząć spawanie.

Ograniczenia pracy przy komputerze
Najwięksi producenci w swoich urządzeniach oferują obecnie setki takich programów spawania. Są one przeznaczone do większości powszechnie używanych materiałów. Dlatego dzisiaj istotnym elementem codziennej pracy techników spawania łukowego jest rozwijanie charakterystyk spawania lub programów spawania dla nietypowych materiałów i mieszanek gazów osłonowych.
Tutaj na swoje ograniczenia napotyka także komputerowa praca technika spawania łukowego: nowe programy spawania są rozwijane i testowane w laboratorium spawania łukowego w warunkach praktycznych. Spawanie ręczne i stosowanie robotów spawalniczych to więc także element codziennej pracy większości techników spawania łukowego.
Testowanie aż po optymalny rezultat
Z reguły to klienci wskazują specjalne materiały i gazy osłonowe, dla których należy opracować nowy program spawania. Technicy spawania łukowego w swojej codziennej pracy wykorzystują swoje doświadczenia ze znanymi charakterystykami spawania. Do momentu wynalezienia nowego programu spawania trzeba w między czasie przeprowadzić wiele prób spawania w warunkach rzeczywistych. Algorytm, zbudowany na nim program spawania i łuk spawalniczy mogą być perfekcyjne – ale ostatecznie liczy się zawsze rezultat na spawanym materiale.
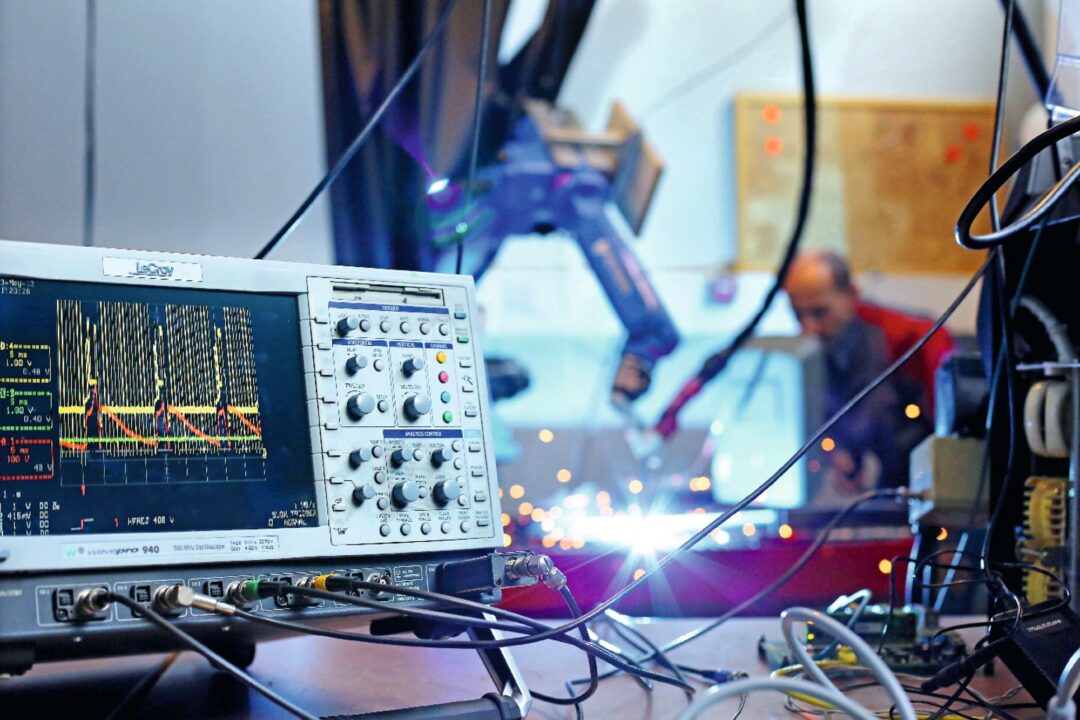
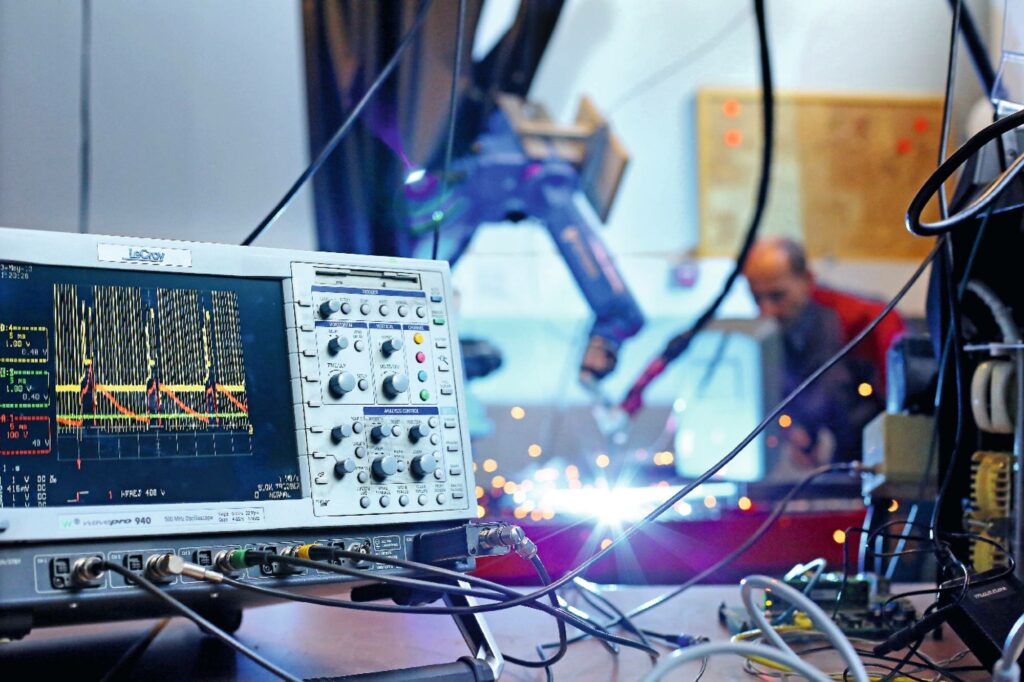
Stanowisko pracy – samodzielne laboratorium spawania łukowego
Technicy spawania łukowego w znacznej mierze pracują samodzielnie, w praktyce większość z nich dysponuje własnym laboratorium – żeby bez przeszkód móc przeprowadzać testy z nowo utworzonymi programami spawania, a także aby nikomu nie przeszkadzać i nie zagrażać podczas spawania. Podstawowe wyposażenie laboratorium spawania łukowego oprócz urządzeń do spawania ręcznego i robotów spawalniczych obejmuje przede wszystkim instrumenty pomiarowe: głównym instrumentem każdego technika spawania łukowego jest oscyloskop, który umożliwia pomiar różnych napięć i prądów oraz prędkości podawania drutu.
Kluczowe pytanie: co tak naprawdę dzieje się w łuku spawalniczym?
Pytanie: „Co tak naprawdę dzieje się w łuku spawalniczym?” jest decydujące dla rozwoju projektanta linii synergicznych. Szybkie kamery dzięki ujęciom w zwolnionym tempie umożliwiają wgląd w procesy trwające często tylko przez milisekundy, które podczas spawania rozgrywają się we wnętrzu łuku spawalniczego.
Wprowadzenie szybkich kamer – i uzyskana dzięki nim wiedza – przyczyniło się do znaczącego rozwoju technologii spawalnictwa w minionych latach: jak podajnik o zmiennym kierunku podawania drutu w procesie spawania „CMT”, innowacje w przejściu kropli w przypadku łuku pulsującego, ale także w procesach laserowych lub innowacje powiązane z plazmowymi łukami spawalniczymi lub łukami do spawania metodą TIG.
Dzisiaj technicy spawania łukowego stosują szybkie kamery przy najróżniejszych zadaniach w związku z rozwojem produktów i modelowaniem łuku spawalniczego.

Wymagania wobec technika spawania łukowego : pęd badawczy i chęć optymalizacji
Na koniec pojawia się jeszcze jedno pytanie: jakie cechy powinien mieć dobry technik spawania łukowego. Na pewno powinni posiadać podstawową wiedzę o elektrotechnice, wiedzę fizyczną, dobrą znajomość zagadnień techniczno-matematycznych i oczywiście powinni być w pewien sposób związani ze spawaniem.
„Technik spawania łukowego oprócz fascynacji techniką na pewno potrzebują pędu badawczego: muszą dążyć do udoskonalania procesów spawania i upraszczania metod ich stosowania”, jak podkreśla Josef Artelsmair, długoletni kierownik w zakresie projektowania linii synergicznych w firmie Fronius, mocno zaangażowany w projekty rozwojowe, takie jak technologia CMT.
Większość pracowników zespołu zajmującego się łukiem spawalniczym w firmie Fronius to wykształceni elektrotechnicy i mechatronicy, a także technicy spawania, którzy wnoszą do zespołu wiedzę praktyczną. Wielu z nich swoją karierę rozpoczynało od praktyki w firmie Fronius.
„Pod wieloma względami spawanie to kwestia wyczucia, a dużą rolę nadal odgrywa czynnik ludzki – właśnie dlatego praca jako technik spawania łukowego jest tak interesująca i ciekawa”, dodaje na koniec Dominik Söllinger, dzisiaj kierownik zespołu zajmującego się łukiem spawalniczym w firmie Fronius.


Brak komentarzy