
Le soudage MIG/MAG est l’un des process les plus répandus au monde. Mais que cache-t-il réellement ? Notre article vous révèle tout ce que vous devez savoir sur le soudage MIG/MAG, de la sélection des gaz de protection et matériaux d’apport appropriés jusqu’aux propriétés des différents types d’arc électrique.
MIG/MAG : deux variantes du soudage à l’arc sous protection gazeuse
Le soudage MIG/MAG est également appelé soudage à l’arc sous protection gazeuse (GNAW en anglais) et fait donc partie des process sous protection gazeuse. Cette catégorie regroupe tous les process de soudage à l’arc qui utilisent des gaz de protection pour protéger le bain de fusion d’un contact indésirable avec l’oxygène ou l’azote de l’air ambiant.
Le soudage MIG/MAG désigne en fait deux process de soudage différents : le soudage MIG signifie « soudage à l’arc en atmosphère inerte » et utilise des gaz de protection inertes, donc non réactifs, comme l’argon, l’hélium ou des mélanges des deux. Le soudage MAG signifie « soudage à l’arc en atmosphère active » et utilise un gaz porteur, l’argon, complété par des gaz de protection actifs comme le dioxyde de carbone (CO2) ou l’oxygène (O2). Cependant, il est aussi possible d’utiliser du CO2 pur comme gaz de protection pour le bain de fusion.
Dans quels domaines utilise-t-on ce procédé ?
Les process MIG/MAG ont une grande diversité d’application et sont notamment utilisés dans l’industrie métallurgique, dans la construction métallique, navale et de conteneurs, ainsi que dans le secteur automobile. Les process MIG/MAG permettent de traiter des composants de différentes épaisseurs et géométries et constitués de différentes matières. Le soudage MIG convient particulièrement aux métaux non ferreux tels que l’aluminium, le magnésium, le cuivre et le titane. Avec le process MAG, on soude principalement des aciers non alliés, faiblement alliés et hautement alliés.
Le soudage MIG/MAG : comment fonctionne-t-il ?
Pour le soudage MIG/MAG, on utilise du courant continu. L’arc électrique est établi entre la pièce à souder et un fil-électrode en fusion, qui constitue en même temps le matériau d’apport nécessaire. Le fil-électrode est quasiment infini. Il vient soit d’une bobine, soit d’un fût et il est amené au tube contact par l’unité de dévidage. L’extrémité libre du fil est relativement courte, ce qui permet d’utiliser des intensités de courant élevées malgré la faible épaisseur des fils-électrodes.
En fonction des exigences, des fils pleins ou des fils fourrés sont disponibles comme matériaux d’apport. La plupart du temps, on utilise des fils pleins avec le soudage MIG/MAG. Lors de la production, ceux-ci sont tréfilés au diamètre nominal à partir d’un fil laminé. Pour les fils fourrés, on applique un remplissage poudreux dans la bande pliée en U dans l’une des stations de production. La bande est ensuite refermée par pliage ou soudage. Les différents remplissages ont différentes influences sur le process de soudage. Le gaz de protection est diffusé depuis une buse de gaz qui entoure l’électrode. Il protège l’arc électrique et le bain de fusion d’un contact avec l’oxygène et l’azote de l’air ambiant.
Les types d’arcs électriques
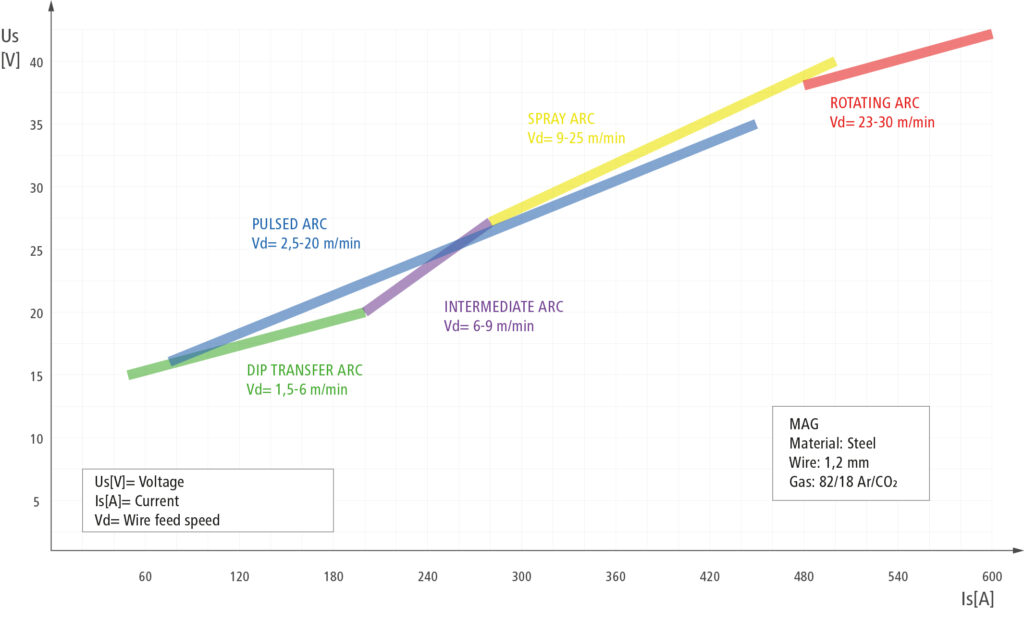
L’arc électrique est une condition indispensable au soudage MIG/MAG. Il est produit par un circuit électrique fermé entre l’électrode et la pièce à souder. Le fil-électrode présente presque toujours une polarité positive. Pendant la phase d’arc électrique, le matériau de l’électrode en fusion se déplace de manière dynamique vers la pièce. Ce passage, et ainsi le type d’arc électrique, dépend de la tension d’arc et de la vitesse d’avance du fil : si la tension et la vitesse augmentent, le volume de la goutte augmente et le transfert de matière se fait sans court-circuit.
On distingue principalement quatre types d’arcs électriques différents, et les frontières entre ceux-ci sont variables. Avec le soudage MIG, on utilise le plus souvent un arc à pulvérisation axiale ou un arc pulsé. Le soudage MAG est compatible avec un arc court ou globulaire, ainsi qu’avec un arc à pulvérisation axiale ou pulsé.

L’arc court est un arc électrique situé dans la plage de puissance inférieure, c’est-à-dire avec une tension faible et une vitesse d’avance du fil réduite. Il permet de souder dans presque toutes les positions. Peu de projections se forment et l’arc électrique est très aisé à contrôler. Il convient particulièrement pour les soudages de tôles fines et les passes de fond.
..

Avec l’arc globulaire, des courts-circuits et des transferts par pulvérisation alternent à intervalles irréguliers, ce qui crée plus de projections. Il est donc conseillé d’éviter ce type d’arc électrique dans la mesure du possible.
…
…
…

L’arc à pulvérisation axiale est continu, sans phases de court-circuit. Le matériau d’apport se déplace vers le bain de fusion à une vitesse élevée et sous forme de petites gouttes. L’arc électrique crée un apport d’énergie élevé dans la pièce, et garantit un taux de dépôt élevé ainsi qu’une pénétration profonde. Il convient donc particulièrement au soudage de tôles épaisses.
…
…
…

Avec l’arc pulsé, le transfert de matière est contrôlé par des impulsions afin d’empêcher tout court-circuit indésirable. On obtient alors un arc électrique avec extrêmement peu de projections et à utilisation universelle. Il permet de réaliser un soudage de qualité sur différents matériaux de différentes épaisseurs.
…
…

L’arc électrique tournant est particulièrement puissant et convient très bien au soudage de pièces particulièrement épaisses grâce à son énergie de soudage. Lorsqu’elle se détache du fil-électrode, la goutte est déviée sur le côté et tombe dans le bain de fusion dans un mouvement de rotation à cause des niveaux d’énergie en jeu. Ce mode opératoire ne peut être que mécanisé, son domaine d’application est limité.
…
…

Les arc électriques combinés sont souvent composés d’arcs pulsés et d’arcs courts. L’arc pulsé génère alors la pénétration et la chaleur nécessaires, tandis que l’arc court garantit un meilleur contrôle du bain de fusion. Ce type d’arc électrique est souvent utilisé pour le soudage dans des positions contraignantes.
Avantages du soudage MIG/MAG:
- Taux de dépôt élevé
- Pas de formation de scories
- Arc électrique facile à amorcer
- Convient bien au soudage mécanisé et automatisé
- Vitesse de soudage élevée et bonne qualité des soudures
- Convient à des utilisations dans des endroits contraignants et des positions complexes
- Coûts des matériaux d’apport réduits
Inconvénients du soudage MIG/MAG:
- Soudage en plein air ou dans des halls avec des courants d’air uniquement possible dans certaines conditions
- Sensible à la rouille et à l’humidité
- Sensible à la porosité et aux erreurs d’assemblage
- Risque élevé de formation de projections
- Qualité de soudure parfois inférieure à celle du soudage TIG
Il vous faut une installation de soudage puissante et compacte, qui maîtrise l’ensemble des process de soudage MIG/MAG avec flexibilité et fiabilité ? Alors jetez un œil à notre TPS/i.
Le soudage est complexe, mais les bases sont faciles à intégrer. La série « En quoi consiste… ? » de Fronius aide à comprendre le soudage et à se faire une idée des termes de base. Plus d’articles de la série:
En quoi consiste… le soudage TIG ?
En quoi consiste… le soudage de l’aluminium à courant alternatif (AC) ?



Aucun commentaire