
Envie de découvrir le plaisir de conduire en toute simplicité au volant d’un kart et rien d’autre ? Ou vous préférez les berlines de luxe qui, avec leurs nombreux stabilisateurs de conduite, restent faciles à maîtriser, même à des vitesses élevées ? Tout comme dans la technologie automobile, la variété des machine de soudage TIG et de leurs fonctions spéciales est grande.
Dans la partie 1 de la série d’articles, nous avons différencié les avantages du courant continu et du courant alternatif dans le soudage TIG et expliqué les principes fondamentaux du soudage pulsé TIG. Mais la fonction de soudage pulsé permet justement un réglage encore plus précis …
Rapport cyclique – pour un soudage pulsé TIG professionnel
Nous l’avions déjà expliqué : le soudage pulsé désigne l’alternance continue entre le courant de base faible et le courant d’impulsion élevé. Dans le cas du soudage pulsé TIG classique, le soudeur fait varier uniquement la fréquence, c’est-à-dire le nombre de fois par seconde où l’arc électrique passe du courant fort au courant faible. À basse fréquence, on obtient des vagues de solidification grossières et à haute fréquence d’impulsion, on obtient des vagues de soudure fines.
Si l’on souhaite professionnaliser encore plus le soudage pulsé, la fonction Rapport cyclique sur les systèmes de soudage TIG haut de gamme est le nec plus ultra.
En effet, avec la fonction Rapport cyclique, le rapport temporel entre le courant d’impulsion et le courant de base peut être réglé avec précision en pourcentage. Le chauffage et le refroidissement du bain de fusion sont donc contrôlés avec précision également. Le résultat est un apport d’énergie défini : plus l’impulsion de courant de base est longue, plus l’apport d’énergie est faible. Plus l’impulsion de courant fort est longue, plus l’ensemble est chaud. Il est ainsi possible de faire varier les vagues de soudure de manière encore plus précise.
Courbe d’impulsion DC de haute précision : commande de la fonction de soudage pulsé sur les systèmes de soudage TIG
La fonction Rapport cyclique laisse supposer que le soudage pulsé TIG peut faire beaucoup plus qu’on ne le pense. Tout d’abord, si l’on représente l’alternance permanente de l’intensité de courant (entre le courant de base et le courant d’impulsion) dans un diagramme, on obtient une allure de courbe bien définie …
Selon le réglage des paramètres, on obtient différentes allures de courbes. Ici, on fait parfois la distinction entre les courbes rectangulaire, rectangulaire adoucie et sinusoïdale. Ces trois paramétrages sont prédéfinis lors du développement des systèmes de soudage TIG haut de gamme et ont une forte influence sur l’arc électrique.
Le soudeur contrôle ainsi le bain de fusion et l’aspect de la soudure de manière encore plus précise. En outre, il est possible d’influencer le vacillement de l’arc pulsé, ce qui réduit la fatigue oculaire du soudeur. Il y a également des différences acoustiques ; le bruit est réduit.
Rectangulaire
Ce paramétrage permet de passer très rapidement du courant d’impulsion élevé au courant de base et inversement. Dans le graphique, cette commutation rapide est représentée par un angle droit.
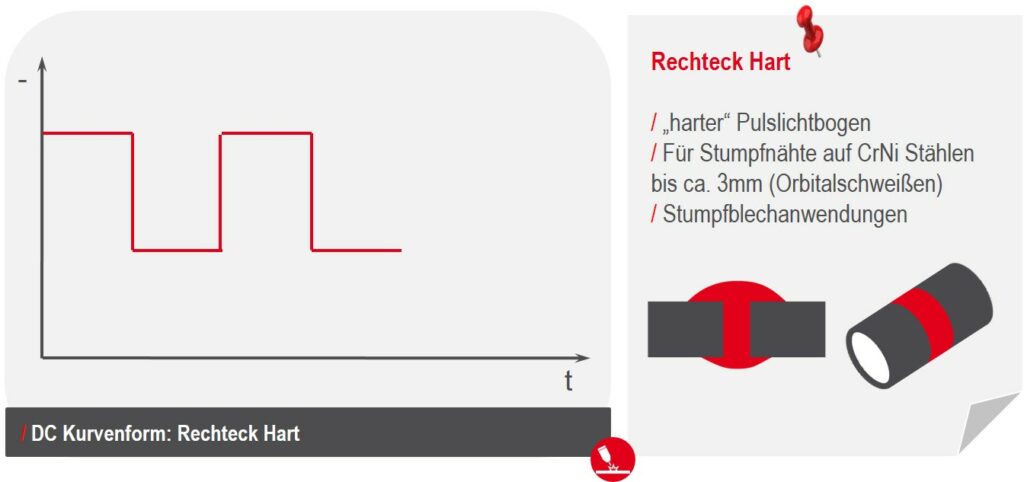
Effet : sur le plan acoustique aussi, la commutation rapide donne à l’arc électrique un son « fort ». Il en résulte également un refroidissement et un chauffage rapides du bain de fusion. Résultat ? On évite le l’effondrement du bain de fusion, tout en obtenant une bonne pénétration.
Domaines d’application : principalement pour les soudures bout à bout sur les assemblages de tubes, sans matériau d’apport jusqu’à une épaisseur de matériau d’environ 3 mm.
Rectangulaire adoucie
La commutation entre le courant d’impulsion et le courant de base est un peu retardée ici. Dans le graphique, les coins du rectangle sont maintenant arrondis.
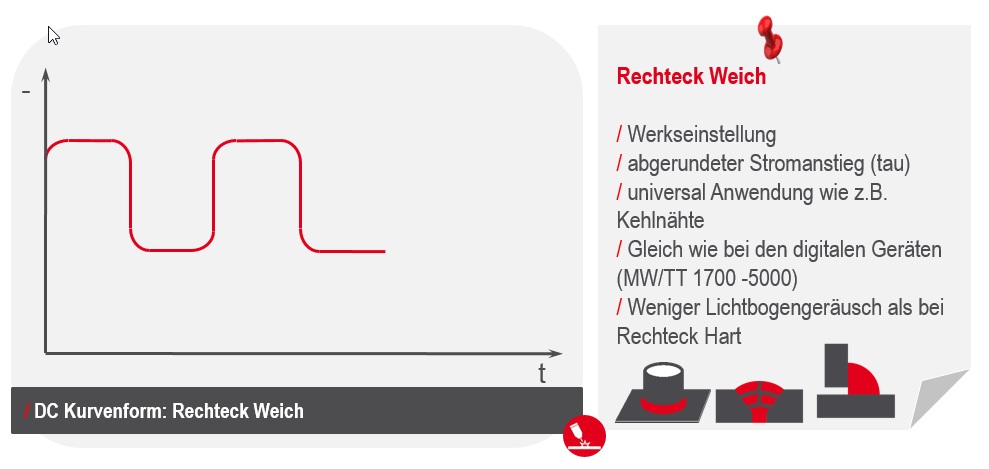
Effets : le bruit de l’arc électrique devient également plus agréable, plus doux.
Domaines d’application : dans la pratique, il s’agit du réglage universel pour les soudures d’angle, passes de remplissage et couches couvrantes.
Sinusoïdale
Les courants alternent de manière complètement uniforme et équilibrée. Graphiquement, cela se traduit par une courbe sinusoïdale.
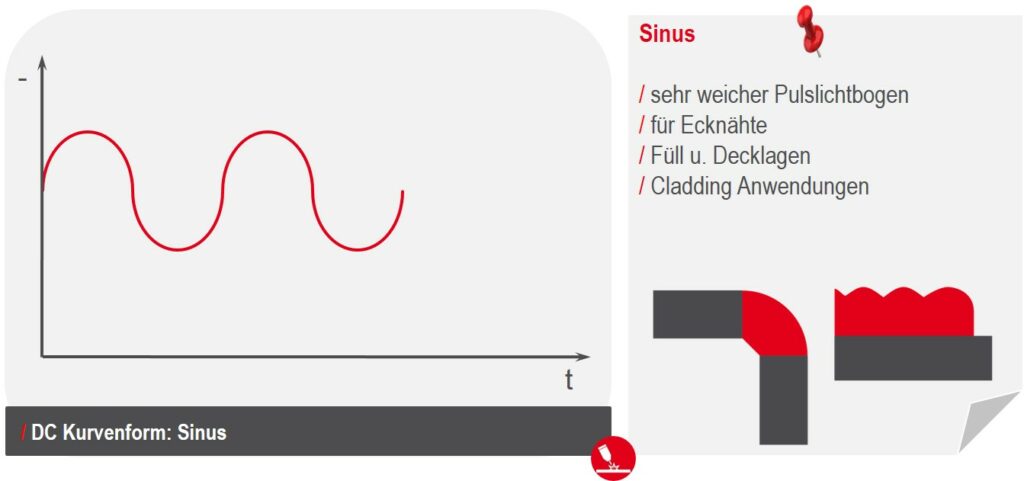
Effets : l’arc électrique devient très « souple ». La diminution lente du courant entraîne un apport d’énergie plus important. Le bain de fusion ne refroidit que lentement et ne se réchauffe aussi que lentement. Le bon « écoulement » du bain de fusion est ainsi garanti.
Applications : principalement pour les soudures d’angle et les rechargements par soudure.
Différentes allures de courbes pour le soudage AC sur les machines de soudage TIG
Les paramétrages d’usine préconisés pour le soudage pulsé TIG DC, qui se traduisent par différentes allures de courbes, laissent présager de la possibilité d’influencer le courant alternatif par un paramétrage précis, même dans le domaine du soudage AC.
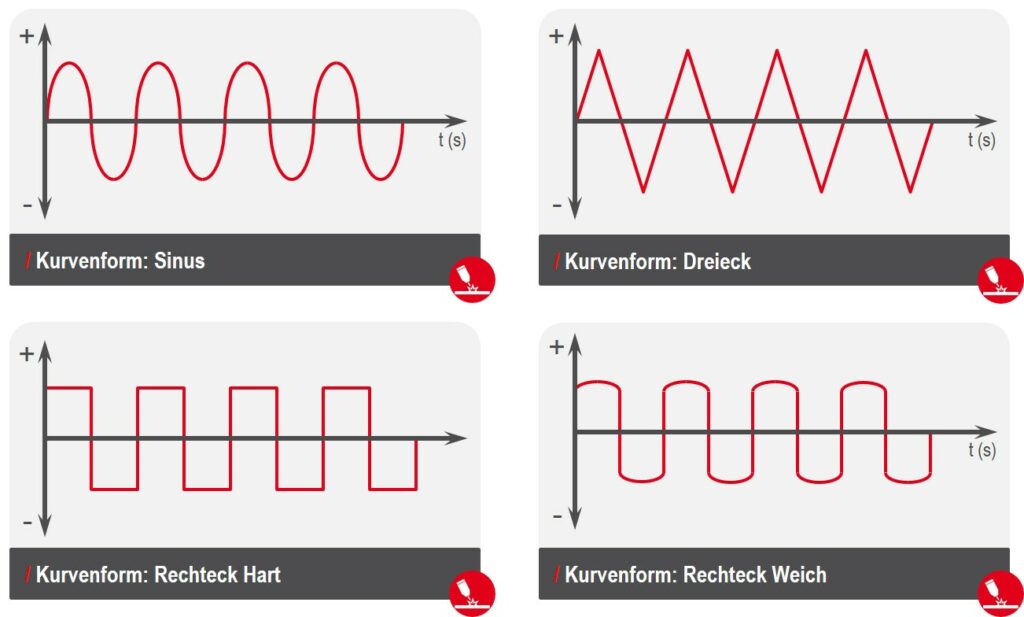
Bien sûr, ce n’est pas l’intensité de courant du système de soudage TIG qui varie. Il s’agit plutôt de la polarité, c’est-à-dire l’alternance entre le pôle positif et le pôle négatif, qui est manipulée. Il en résulte également à nouveau des caractéristiques de soudage différentes …
Sinusoïdale
L’alternance entre le pôle positif et le pôle négatif et inversement se fait de manière très uniforme et équilibrée. La représentation graphique de cette demi-onde prend donc la forme d’une courbe sinusoïdale.
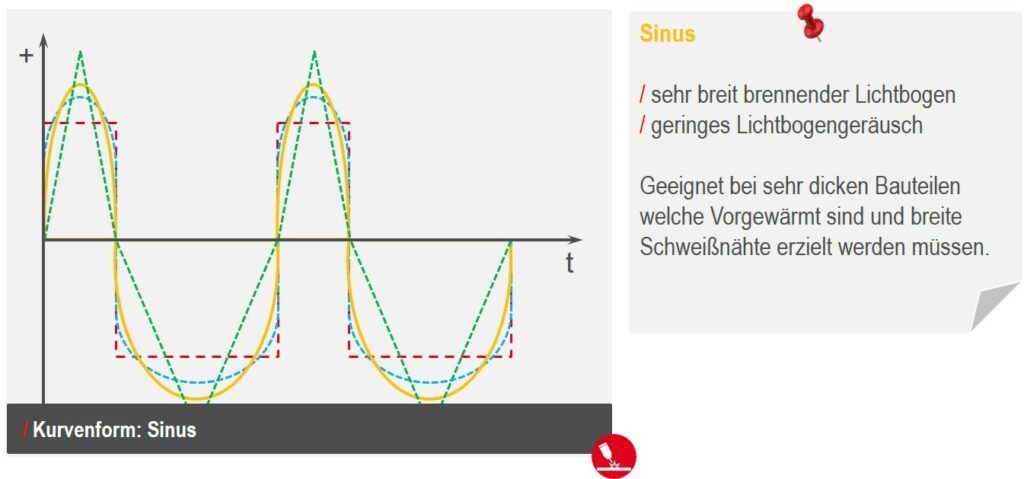
Effets : l’arc électrique produit donc un léger bruit très agréable. L’arc électrique est plutôt large.
Applications : cette allure de courbe est adaptée aux pièces très épaisses, qui sont préchauffés, afin d’obtenir des soudures larges. Le volume sonore de l’arc électrique AC, déjà bruyant, peut ainsi être réduit, surtout à des intensités de courant élevées.
Rectangulaire
L’alternance entre le pôle positif et le pôle négatif se fait très rapidement. Graphiquement, cela se traduit par une courbe rectangulaire.
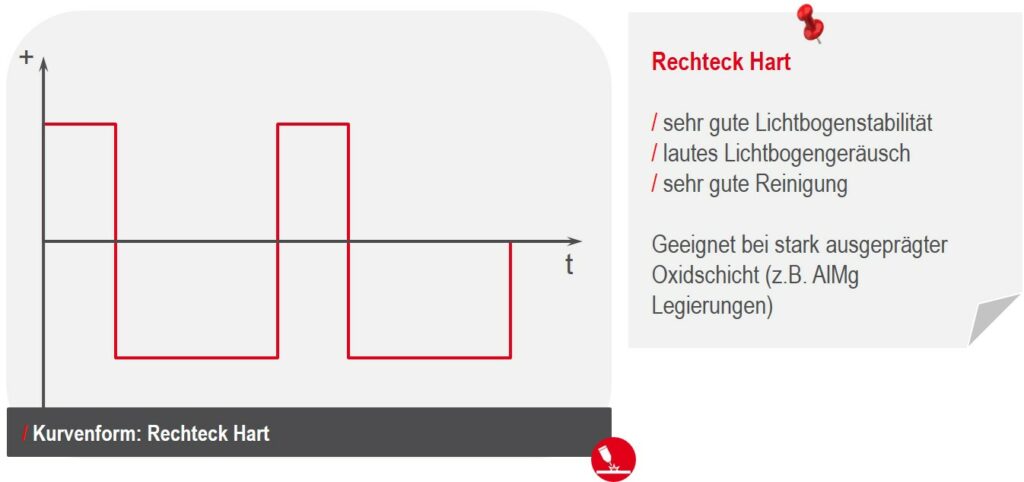
Effets : l’objectif est donc un passage par zéro très rapide de la demi-onde. L’arc électrique devient extrêmement stable et produit simultanément un bruit très fort.
Applications : cet arc électrique « rigide » est encore aujourd’hui la norme pour de nombreux soudeurs, car ils y ont toujours été habitués et il possède de bonnes caractéristique de soudage. En outre, l’arc électrique peut être utilisé avantageusement pour les couches d’oxyde très prononcées.
Rectangulaire adoucie
Cette allure de courbe est un perfectionnement de la courbe « Rectangulaire ». L’alternance entre le plus et le moins ne se fait pas aussi brusquement qu’avec la fonction Rectangulaire ni aussi tardivement qu’avec la fonction Sinusoïdale. Graphiquement, les coins du rectangle sont arrondis.
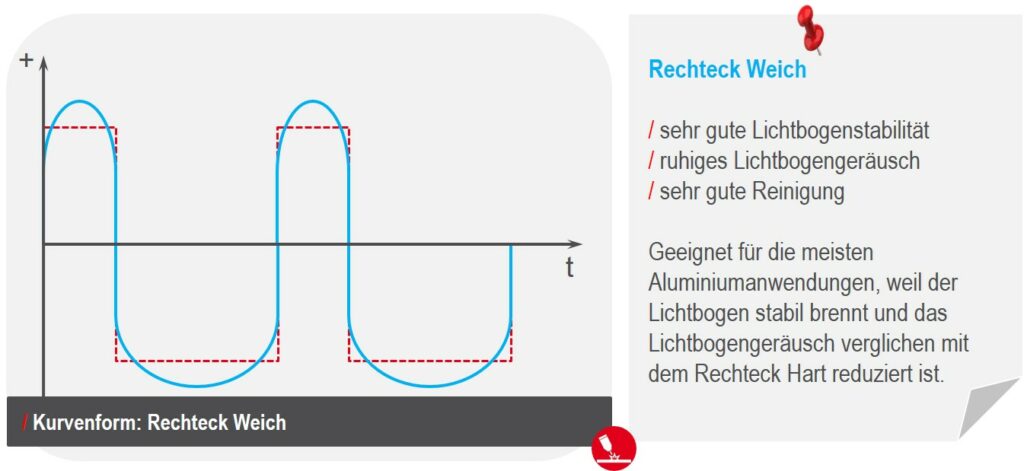
Effets : l’arc électrique combine l’avantage de la fonction Sinusoïdale avec l’avantage de la fonction Rectangulaire. Cela permet d’obtenir un arc électrique particulièrement stable et un bruit de fond relativement faible/léger.
Applications : en raison de ces propriétés, l’option « Rectangulaire adoucie » sur les systèmes de soudage TIG est également considérée comme un réglage universel, pour une grande variété de tâches de soudage.
Triangulaire
La variation du courant entre le plus et le moins est répartie de manière absolument uniforme dans le temps. Graphiquement, la demi-onde prend donc la forme d’un triangle.
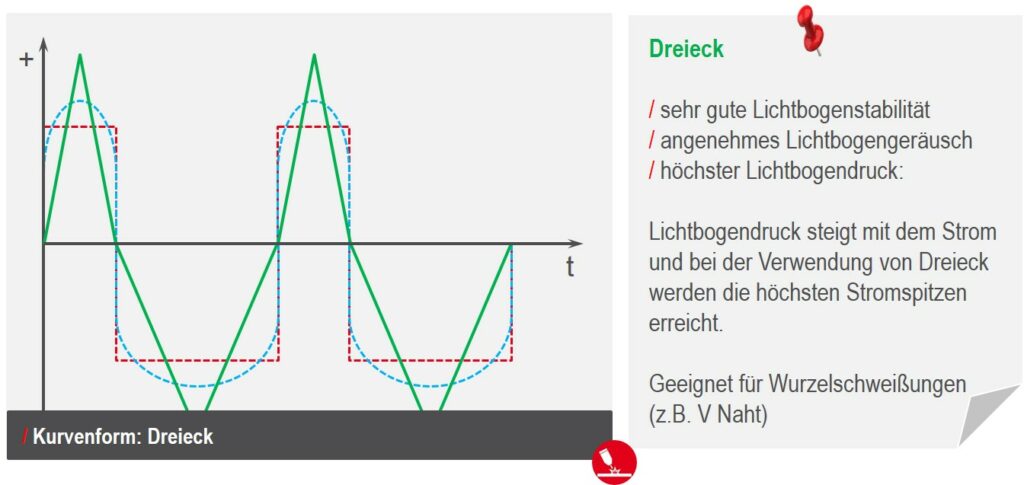
Effets : le passage par zéro se fait donc assez lentement, par rapport aux autres formes d’ondes. Toutefois, en raison de la répartition uniforme de la surface courant-temps, on obtient un courant de pointe plus élevé, bien que la valeur moyenne de courant reste la même. Il en résulte une pression d’arc électrique particulièrement élevée. Sur le plan acoustique, l’arc électrique n’est que légèrement plus bruyant qu’avec la fonction Sinusoïdale.
Applications : en raison de la pression d’arc électrique élevée, le réglage Triangulaire est particulièrement bien adapté aux passes de racine.
Systèmes de soudage TIG de haute technologie également chez Fronius
Vous êtes intéressé par les caractéristiques de processus diverses et fascinantes ? Chez Fronius aussi, nous avons intégré à nos systèmes de soudage TIG les multiples possibilités offertes par le réglage de précision AC/DC (allures de courbes), le rapport cyclique et autres fonctions. Au cours des dernières décennies, nous avons ainsi pu élever leurs performances au plus haut niveau.
À cet égard, notre gamme de systèmes TIG ne manque pas de surprendre : du système compact et maniable à la source de courant numérique de haute technologie en passant par les systèmes multiprocédés. Les séries TransTig et MagicWave nous permettent de séduire les professionnels du TIG !
Aucun commentaire