
Je libo motokáru bez čehokoli – tedy zábavné řízení tím nejjednodušším způsobem? Nebo spíš luxusní limuzínu s mnoha jízdními stabilizátory, která se snadno ovládá i ve vysokých rychlostech? Stejně jako v automobilové technice existuje velký výběr i ve svářečkách TIG a jejich speciálních funkcích.
V 1. části této série jsme rozlišili výhody stejnosměrného a střídavého proudu při svařování TIG a vysvětlili základy pulzního svařování TIG. Pulzní funkce však umožňuje ještě mnohem jemnější nastavení …
Dutycycle – pro profesionální pulzní TIG
Již jsme si vysvětlili, že pulzním svařováním označujeme plynulé přecházení mezi nízkým základním proudem a vysokým pulzním proudem. Při běžném pulzním TIG svářeč mění pouze frekvenci – tedy kolikrát za sekundu oblouk přejde mezi vysokým a nízkým proudem. Při nízké frekvenci se dosahuje hrubé šupinatosti, při vysoké pulzní frekvenci jemné šupinatosti svarového švu.
Pokud chceme pulzní svařování ještě více profesionalizovat, je u špičkových svářeček TIG určujícím faktorem funkce Dutycycle.
Díky Dutycycle je totiž možné přesně nastavit časový poměr pulzního proudu k základnímu proudu v procentech. Ohřev a chlazení tavné lázně jsou tak přesně řízené. Výsledkem je definovaný vnos tepla: čím déle impulz probíhá v základním proudu, tím nižší je vnos tepla. Čím déle ve vysokém proudu, tím více se všechno zahřívá. Šupinatost svaru je proto možné měnit ještě přesněji.
Vysoce přesná pulzní křivka DC: řízení pulzní funkce u svářeček TIG
Funkce Dutycycle už dává tušit, že pulzní svařování TIG dokáže mnohem víc, než si myslíme. Především: Pokud v diagramu znázorníme permanentní střídání velikosti proudu – mezi základním proudem a pulzním proudem – dostaneme jednoznačný tvar křivky.
V závislosti na nastavení parametrů svařování tak vznikají různé tvary křivek. Někdy rozlišujeme mezi tvrdým obdélníkem, měkkým obdélníkem a sinusem. Tyto tři parametrizace jsou specifikované v rámci vývoje špičkových svářeček TIG a významně ovlivňují oblouk.
Díky tomu může svářeč ještě přesněji řídit tavnou lázeň i vzhled svaru. Navíc lze ovlivnit blikání pulzního oblouku, takže se snižuje zátěž pro oči svářeče. Výsledkem jsou i akustické rozdíly, a to snížení hluku.
Tvrdý obdélník
Při této parametrizaci se extrémně rychle přepíná z vysokého pulzního proudu na základní proud – a zpět. To se v grafu zřetelně projevuje jako „tvrdý“ pravý úhel.
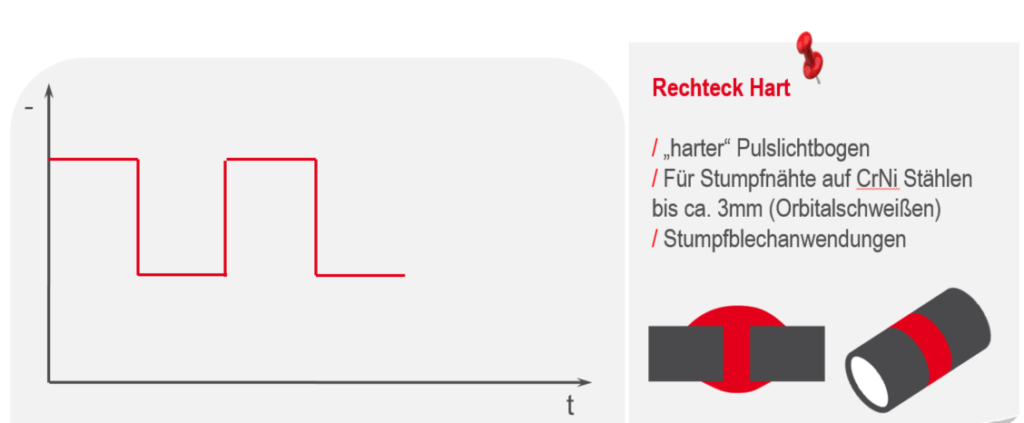
Účinek: Rychlé přepínání dává oblouku „tvrdý“ tón i z akustického hlediska. Kromě toho dochází k rychlému ochlazování a zahřívání tavné lázně. A k čemu je to dobré? Zabrání se předčasnému tečení tavné lázně a současně vznikne dobrý průvar.
Oblasti použití: zejména pro tupé svary u trubkových spojů – bez přídavného materiálu až do tloušťky materiálu přibližně 3 mm.
Měkký obdélník
Přepínání mezi pulzním a základním proudem je zde trochu opožděnější. V grafice jsou nyní rohy obdélníku zaoblené – tedy „měkké“.
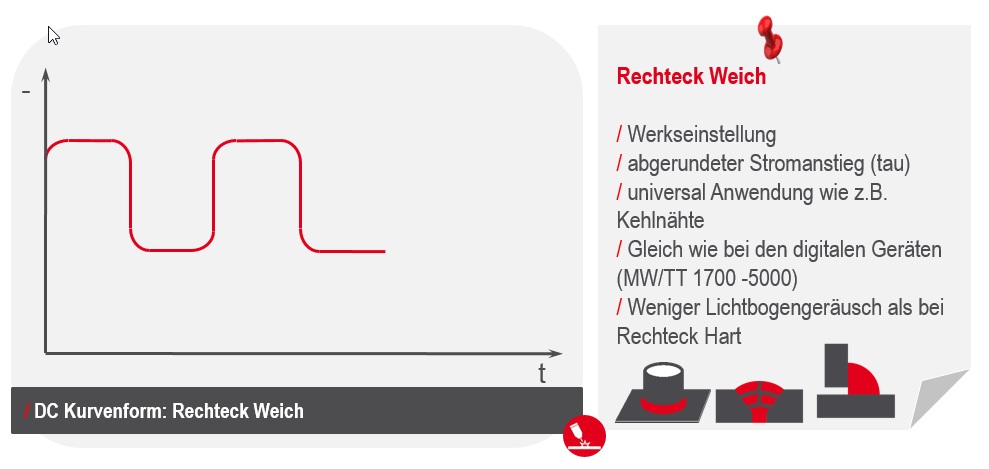
Účinky: Akustika oblouku je také příjemnější – měkčí.
Oblasti použití: V praxi je to univerzální nastavení pro koutové svary, plnicí a krycí vrstvy.
Sinus
Střídání proudu probíhá zcela rovnoměrně a vyváženě. Grafickým výsledkem je sinusová křivka.
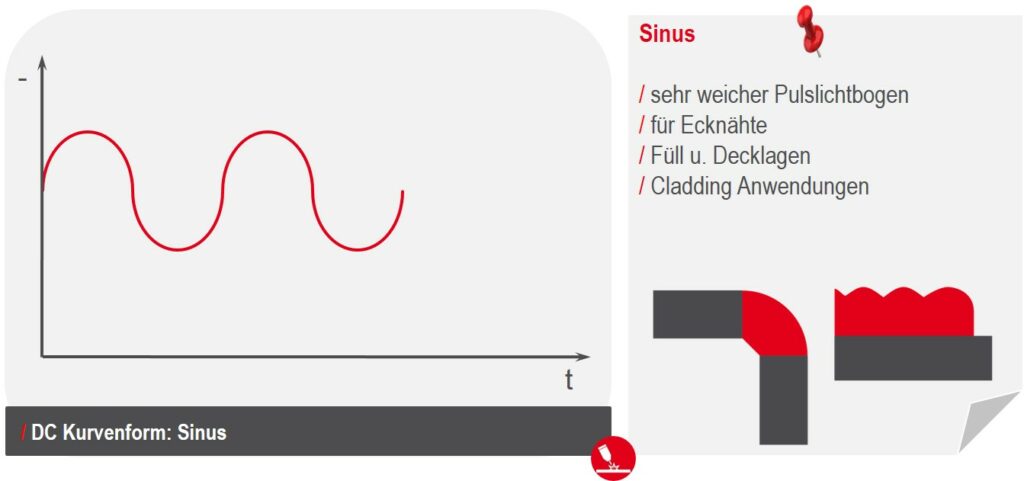
Účinky: Oblouk je velmi „měkký“. Pomalé snižování proudu má za následek vyšší vnos tepla. Tavná lázeň se jen pomalu ochlazuje a zahřívá se také jen pomalu. Krásné „vytékání“ tavné lázně je tedy samozřejmostí.
Použití: zejména u rohových svarů a navařování
Různé tvary křivek při svařování AC na svářečkách TIG
Továrně nastavené parametrizace při pulzním TIG DC – odrážející se v různých tvarech křivek – již lze vytušit: Také v oblasti svařování AC existuje možnost, jak přesnou parametrizací ovlivnit střídavý proud.
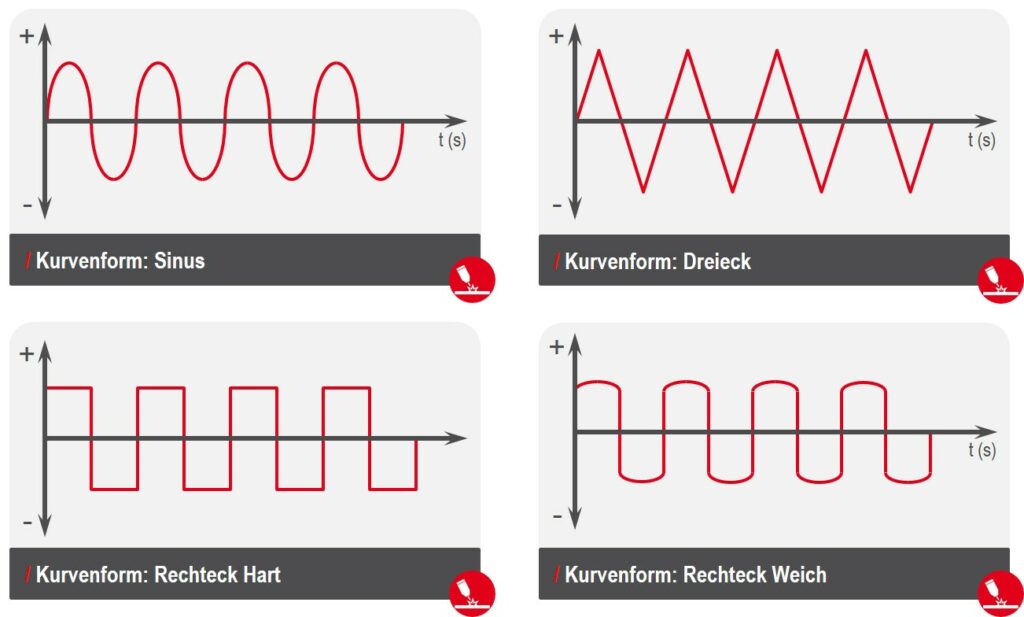
Na svářečkách TIG se samozřejmě nemění velikost proudu: Ale je to polarita – tedy přecházení mezi kladným a záporným pólem, se kterou se manipuluje. To má opět následek rozdílné svařovací vlastnosti.
Sinus
Změna z kladného pólu na záporný pól a zase zpět je velmi rovnoměrná a vyvážená. Výsledkem grafického znázornění této půlvlny je proto sinusová křivka.
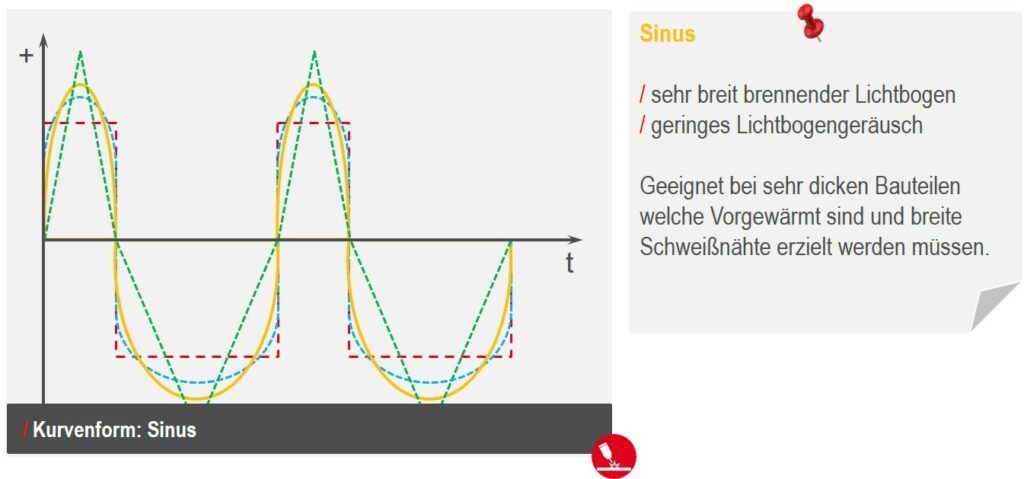
Účinky: Vzniká velmi příjemný a tichý zvuk oblouku. Oblouk hoří poměrně široce.
Použití: Tento tvar křivky je vhodný u velmi silných dílů, které jsou předehřáté, aby se dosáhlo širokých svarových švů. Tím lze zejména při velkých velikostech proudu snížit hlasitost už tak hlučného oblouku AC.
Tvrdý obdélník
Přecházení mezi kladným a záporným pólem se děje velmi rychle. Grafickým výsledkem je tvrdý obdélník.
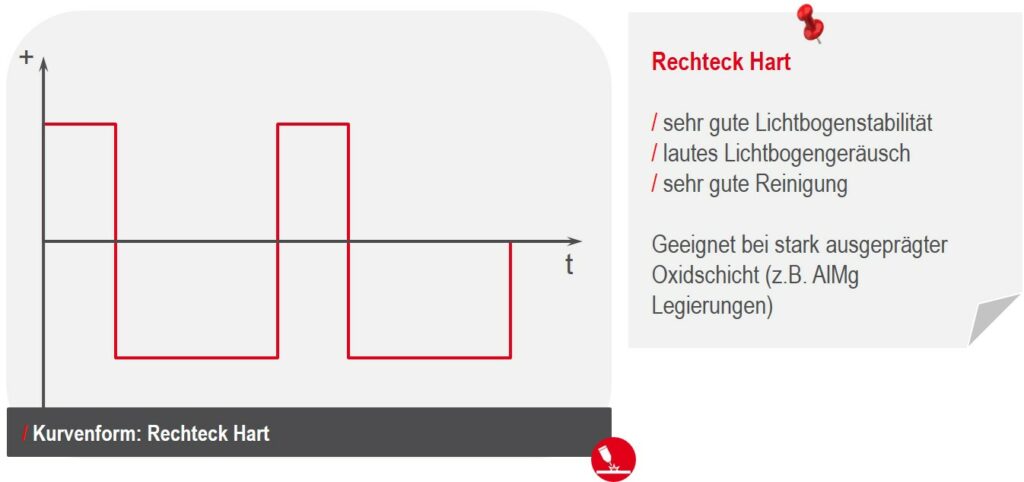
Účinky: Cílem je tedy extrémně rychlý průchod nulou půlvlny. Oblouk je extrémně stabilní a současně vzniká velmi hlučný, „tvrdý“ zvuk oblouku.
Použití: Tento „tvrdý“ oblouk je u mnoha svářečů ještě dnes standardem, protože jsou na něho zvyklí a protože zajišťuje dobré svařovací vlastnosti. Navíc je možné tento oblouk s výhodou použít u silně zoxidovaných vrstev.
Měkký obdélník
Tento tvar křivky je zdokonalením „tvrdého obdélníku“. Střídání mezi plusem a minusem neprobíhá tak náhle jako u funkce tvrdého obdélníku – a ne tak zpožděně jako v sinusovém režimu. V grafickém znázornění jsou rohy obdélníku zaoblené, tedy „měkké“.
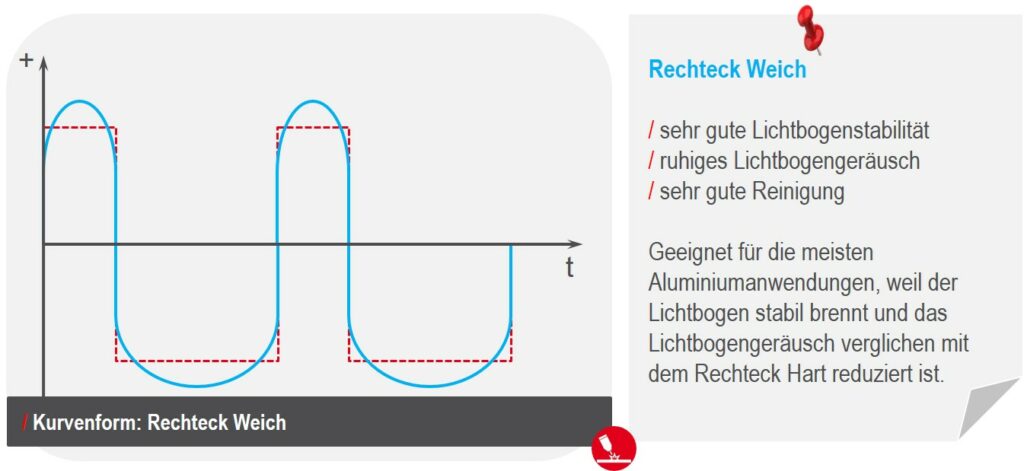
Účinky: Oblouk kombinuje výhodu sinusu s výhodou tvrdého obdélníku. Výsledkem je poměrně stabilní oblouk s relativně malou neboli tichou zvukovou kulisou.
Použití: Vzhledem k těmto vlastnostem se možnost „Měkký obdélník“ u svářeček TIG považuje také za univerzální nastavení – při nejrůznějších svařovacích úkolech.
Trojúhelník
Kolísání proudu mezi plusem a minusem je v čase rozloženo naprosto rovnoměrně. V grafickém znázornění proto půlvlna vykazuje trojúhelník.
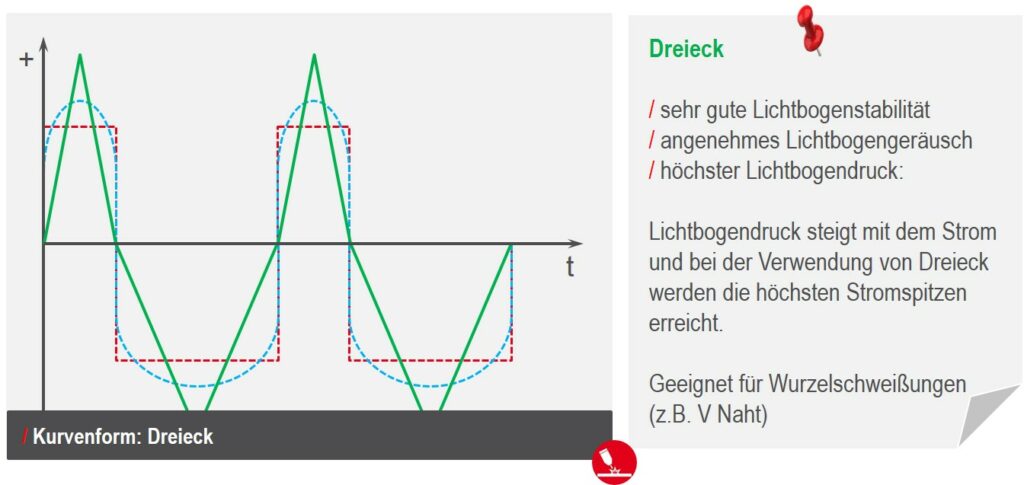
Účinky: Ve srovnání s ostatními průběhy proto dochází k průchodu nulou poměrně pomalu. Díky rovnoměrnému rozložení proudu v čase se však dosahuje vyššího špičkového proudu, i když průměrná hodnota proudu zůstává stejná. To má zase za následek obzvláště vysoký tlak oblouku. Akusticky je oblouk jen nepatrně hlasitější než sinusové nastavení.
Použití: Vzhledem k vysokému tlaku oblouku je trojúhelníkové nastavení velmi vhodné pro kořenové vrstvy.
Svářečky TIG podporované špičkovými technologiemi také ve společnosti Fronius
Zajímají vás rozmanité a fascinující procesní vlastnosti? Ve společnosti Fronius jsme do svářeček TIG integrovali mnoho možností jemného nastavení AC/DC (tvary křivek), Dutycycle apod. V posledních desetiletích se nám díky tomu podařilo posunout standardy na nejvyšší úroveň.
Portfolio našich přístrojů v oblasti TIG zahrnuje úžasné produkty: od ručních kompaktních přístrojů přes multiprocesní přístroje až po digitální špičkové svařovací zdroje. Výrobní řada TransTig a MagicWave nadchne všechny TIG profesionály!



Žádné komentáře