
A no-frills go-kart for a fun drive without the fuss? Or a luxury limousine packed with advanced driver assistance systems to ensure effortless handling even at high speeds? Just like in automotive engineering, there is a wide range of options to choose from when it comes to TIG welding systems and their special support functions, too.
In Part 1 of this series, we looked at the differences between the advantages of direct and alternating current for TIG welding, and described the basics of TIG pulse welding. However, the pulse function in particular enables significantly greater fine tuning …
Duty cycle—for professional TIG pulsing
As we explained previously, pulse welding means continually switching between low base current and high pulse current. For conventional TIG pulsing, the welder only varies the frequency—i.e. how often per second the arc switches between high and low power. At low frequency, you get rough jointing, at high pulse frequency fine weld seam jointing is achieved.
If you want to make pulse welding even more professional, the duty cycle function is the premium standard for TIG welding machines.
This is because, with duty cycle, the time ratio of pulse current to base current can be set precisely according to percentage. This allows the heating and cooling of the weld pool to be precisely controlled. This enables welders to determine the heat input: The longer the pulse runs in base current, the lower the heat input. The longer it runs in high current, the hotter everything gets. This enables even more precise variation of the seam jointing.
High-precision DC pulse wave: controlling the pulse function for TIG welding systems
The duty cycle function already hints at how TIG pulse welding can do far more than you might think.
There will be different waveforms depending on the parameter settings. Sometimes there is a distinction here between hard rectangle, soft rectangle and sine. These three configurations are set during the development of high-end TIG welding machines and have a strong influence on the arc.
This gives the welder even more precise control of the weld pool and the seam’s appearance. The flickering of the pulse arc can also be affected, reducing the stress on the welder’s eyes in the process. There are also acoustic differences as noise is reduced.
Hard rectangle
With this configuration, the system switches from the high pulse current to the base current and back very quickly. In the diagram this shows up clearly as a “hard” right angle.
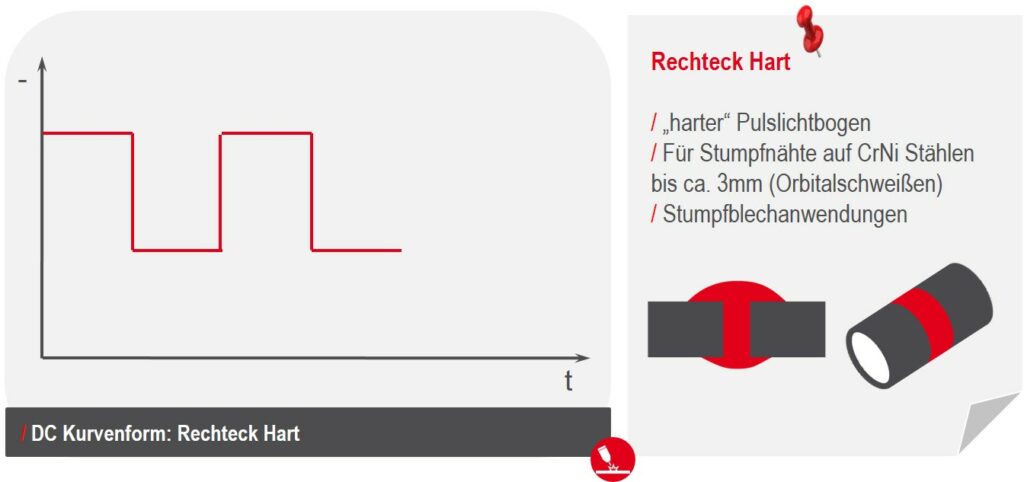
Effect: The fast switching of the arc also gives it a “hard” tone, acoustically speaking. This also results in rapid cooling and heating of the weld pool. This in turn prevents melt advance in the weld pool while producing good penetration at the same time.
Applications: mainly for butt welds for pipe connections —without filler metal up to a material thickness of approx. 3 mm.
Soft rectangle
Here, the switch from pulse to base current is slightly delayed. In the graphic, the corners of the rectangle are now rounded, i.e., “soft”.
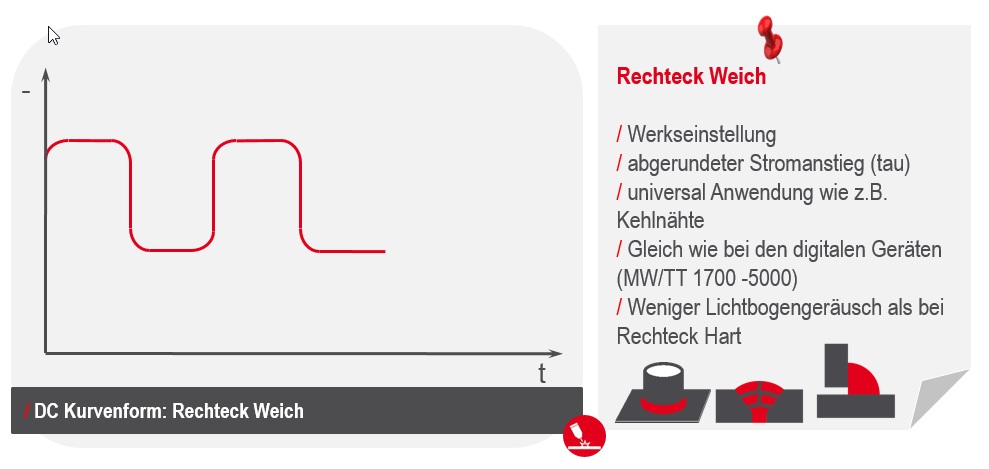
Effect: The arc also has a more pleasant, softer sound at the same time.
Applications: In practice, this is the universal setting for fillet welds, filling beads, and top beads.
Sine
Current switching is completely smooth and balanced. This produces a sine wave.
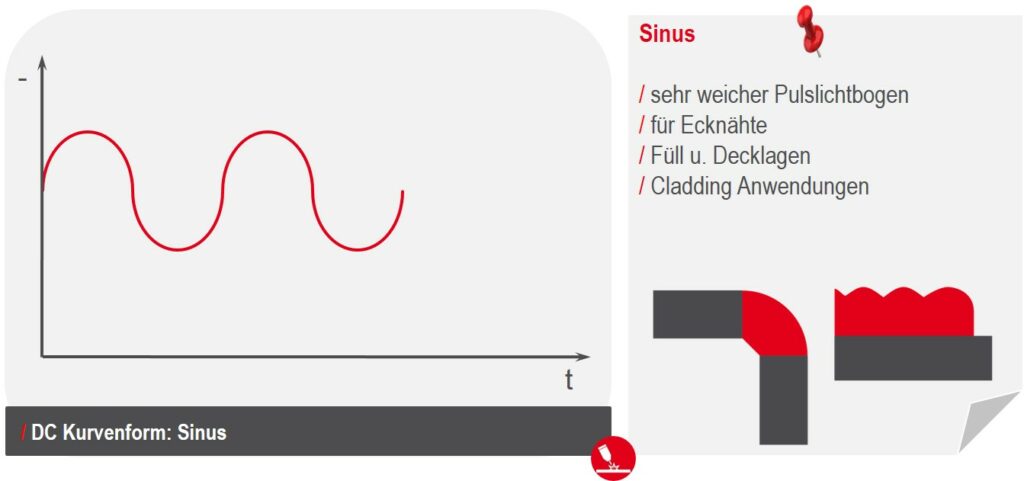
Effect: The arc is very “soft”. Slow reduction of power produces higher heat input. The weld pool only cools down and heats up slowly, which means the weld pool flows nicely.
Applications: primarily for corner seam joints and overlay welding.
Different waveforms for AC welding on TIG welding machines
Factory-set configurations for TIG DC pulses—reflected in the different waveforms—already point to the fact that the alternating current can also be influenced in the field of AC welding.
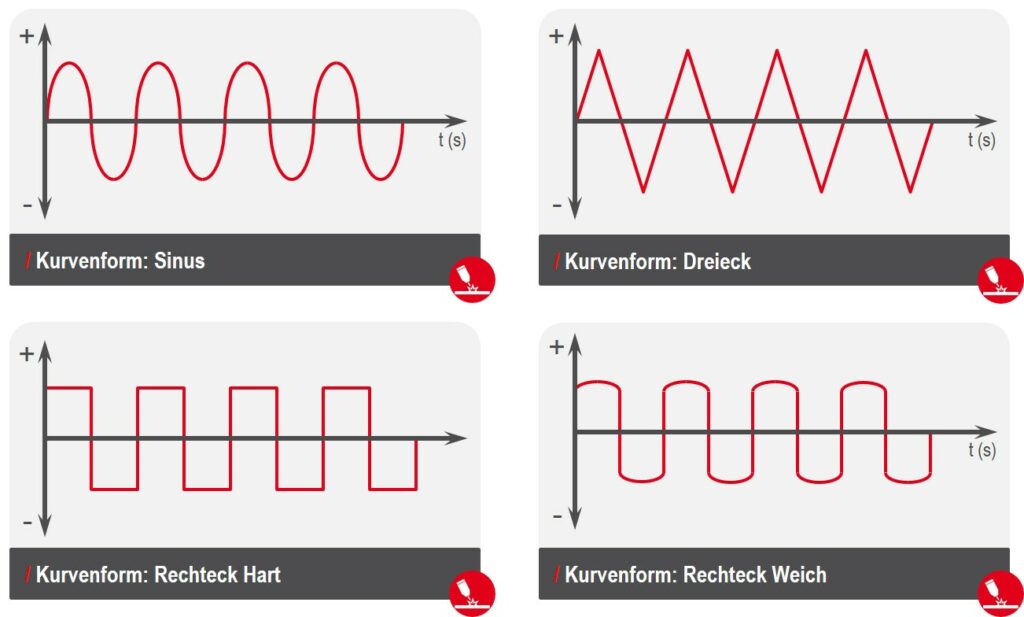
Of course, the amperage is not varied on the TIG welding system in this instance: instead, it is the polarity—i.e. the switching between plus and minus pole—that is manipulated. This results in different weld properties again …
Sine
Switching from the plus to the minus pole and back again is very smooth and well balanced. The graphical depiction of this half-wave therefore produces a sine wave.
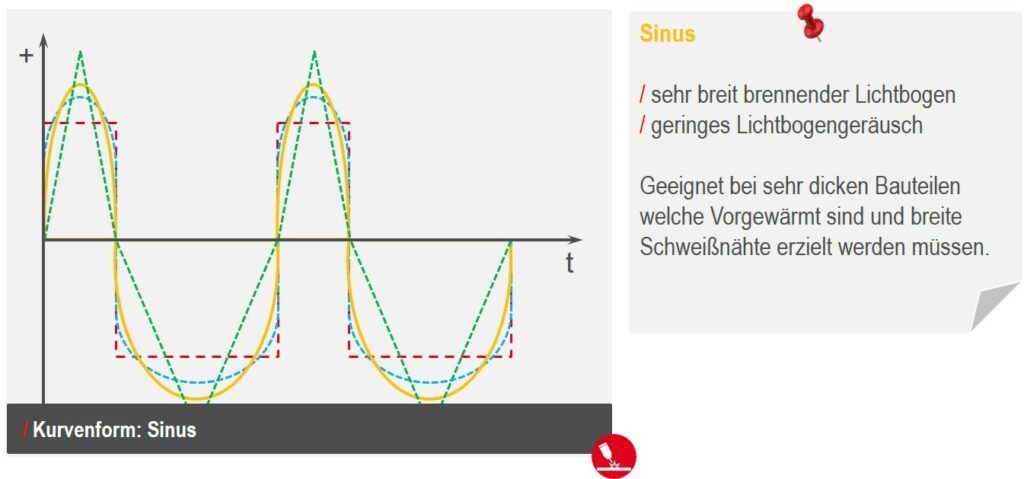
Effect: This produces a very pleasant and quiet arc noise. The arc is fairly wide.
Applications: This waveform is suitable for achieving wide weld seams for very thick parts, which are pre-heated. This means the volume of the otherwise noisy AC arc can be reduced, above all at high amperages.
Hard rectangle
Switching between the plus and minus pole is very fast. This produces a hard rectangle when plotted on a graph.
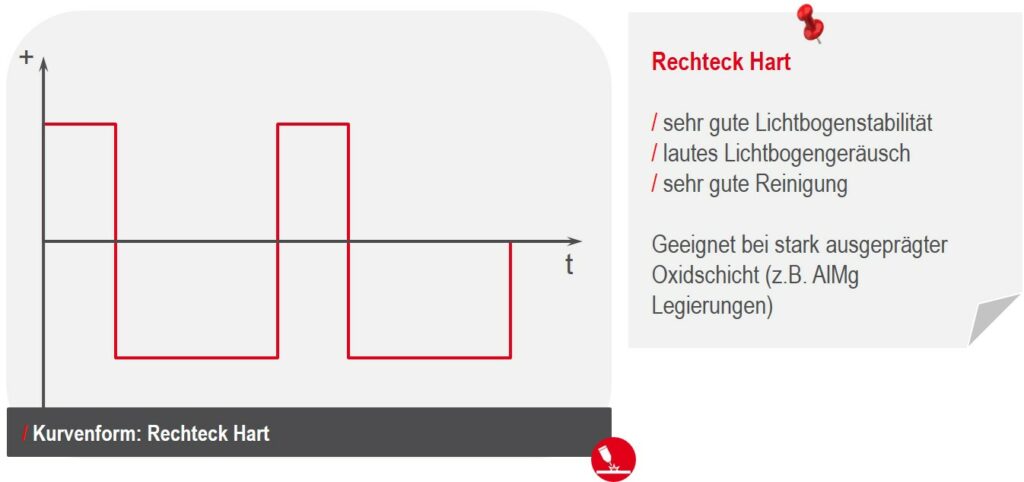
Effect: The goal is an extremely fast zero crossing of the half-wave. The arc becomes highly stable while a very loud, “hard” arc noise is produced at the same time.
Applications: This “hard” arc is still the standard today for many welders as they have always been used to it and it offers good welding properties. There is also the advantage that the arc can be used on very thick oxide layers.
Soft rectangle
This waveform is an evolution of the “hard rectangle”. The switching between plus and minus is therefore not quite as abrupt as it is with the hard rectangle function, and not as delayed as in sine mode. When graphically depicted, the corners of the rectangle are rounded, i.e., “soft”.
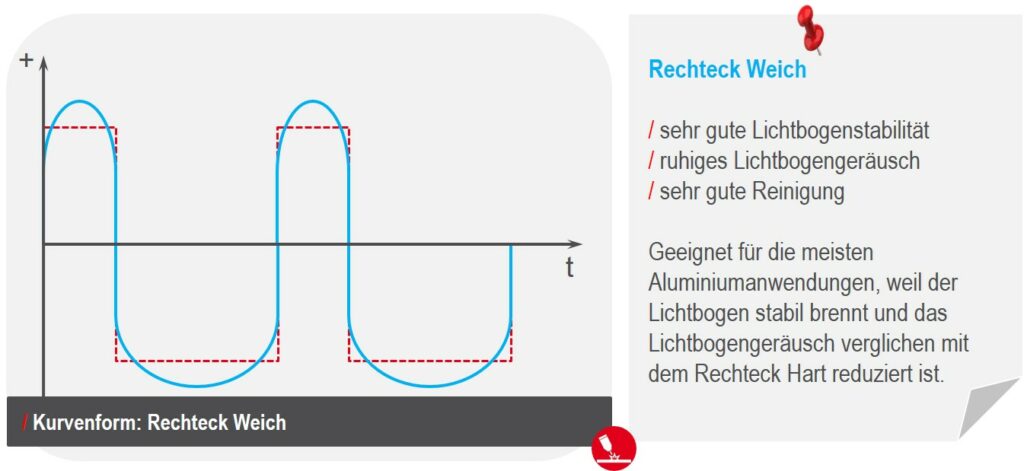
Effect: The arc combines the advantage of the sine and the hard rectangle modes. The result is a relatively stable arc, with relatively low/quiet background noise.
Applications: Due to these properties, the option “soft rectangle” for TIG welding systems is also theuniversal setting– for a wide range of welding tasks.
Triangle
The variation of the current between plus and minus is distributed entirely evenly over time. Therefore, when represented graphically, the half-wave produces a triangle.
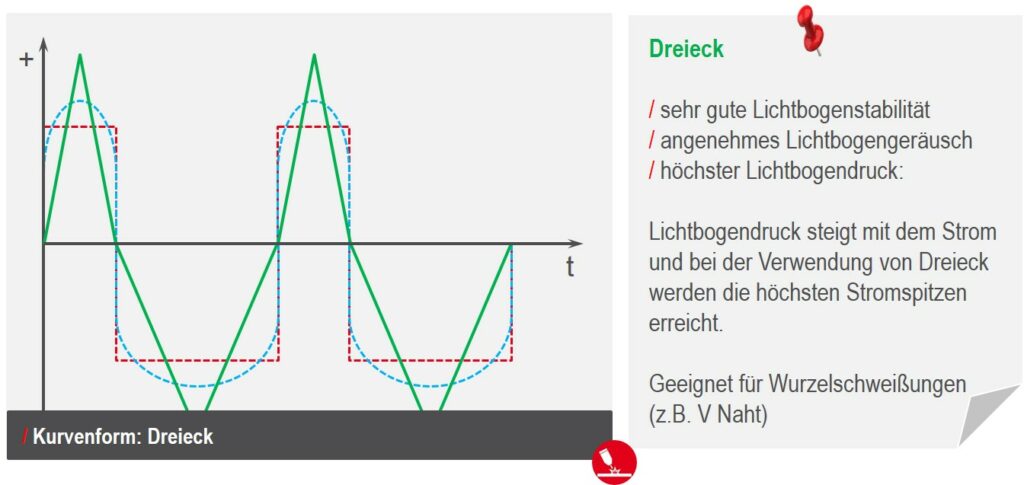
Effect: The zero crossing is therefore rather slow in comparison to the other waveforms. However, the even distribution of the current-time area achieves a higher peak current, although the mean current remains the same. This in turn results in a particularly high arc pressure. Acoustically, the arc is only slightly louder than the sine setting.
Applications: The high arc pressure means the triangle setting is particularly well suited for root passes.
High-tech-assisted TIG welding systems also available from Fronius
Have these versatile and fascinating process properties sparked your interest? Here at Fronius, we too have integrated the different options for AC/DC fine tuning (waveforms), duty cycle etc. into our TIG welding machines. This has helped us to raise our standards to the highest level over the past few decades.
Our TIG device portfolio features some amazing products in this regard: from handy compact devices to multiprocess models, right through to digital high-tech power sources – we have all the necessary tools to inspire TIG professionals with our TransTig and MagicWave series!



1 Comment
Berke
24. March 2024 at 7:56Thank you for your instructions! I was completely confused about the relation between “Pulsed Mode” and “Duty Cycle”, everything is clear right now.