
Dans la deuxième partie de notre série concernant les torches de soudage MIG/MAG, nous allons aujourd’hui étudier à la loupe les versions spéciales. La diversité de torches de soudage, en particulier MIG/MAG, est quasiment illimitée. En effet, il existe des variantes adaptées à chaque process, défi de soudage et préférence du soudeur.
Torche de soudage de pointe
Plus les applications et les variantes de process de soudage sont spéciales et complexes, plus les solutions de torche de soudage sont à la pointe de la technologie.
La torche de soudage PushPull: dans le système PushPull, en plus du dévidoir situé dans l’installation de soudage et qui pousse le fil, un deuxième moteur électrique est monté dans la torche de soudage. Il tire le fil, ce qui permet de garantir un dévidage du fil parfait. Ce système de torche est particulièrement recommandé dans le domaine du soudage aluminium, où les fils ne possèdent pratiquement aucune résistivité en raison des propriétés du matériau, sont très fragiles et permettent le patinage, ainsi que lors du soudage d’acier habituel, lorsque des faisceaux de liaison de torche trop longs (jusqu’à 10 m et plus) sont utilisés. S’ils sont trop longs, il existe un risque de patinage, c’est pourquoi il est absolument recommandé d’utiliser un guidage du fil plus stable.
Dans les systèmes PushPull de qualité, la synchronisation parfaite des moteurs électriques des deux unités de dévidage est essentielle. Les valeurs réelles du moteur de la torche de soudage doivent être transmises en temps réel à la source de courant : c’est uniquement de cette manière que le dévidage peut être ajusté avec précision, permettant au fil de rester tendu.

La torche de soudage CMT : des torches spéciales haute performance sont nécessaires pour le process CMT (Cold Metal Transfer) absolument exceptionnel. De même que pour les torches de soudage PushPull, une unité d’entraînement pour l’avance du fil est installée dans le boîtier de la poignée. Cette unité d’entraînement ne doit pas uniquement tirer le fil vers l’avant, mais aussi pouvoir se déplacer vers l’arrière, et cela, jusqu’à 140 fois par seconde. Un tel dévidage ultra-précis de l’avance du fil nécessite un système de régulation moteur sophistiqué qui communique parfaitement avec l’installation de soudage. La précision lors du détachement de la goutte de ce système d’avance du fil, le plus spécifique de tous, permet de souder plus froid et avec un apport d’énergie réduit.

Torche de soudage avec poignée pistolet : la poignée pistolet est disponible pour les torches de soudage Push et PushPull. Le choix du modèle dépend entièrement de la préférence du soudeur. Même pour les torches de soudage plus lourdes (par ex. la torche de soudage CMT), la poignée pistolet présente des avantages en matière de manipulation.

La torche aspirante : le thème « Santé sur le lieu de travail » fait l’objet d’une attention particulière. En termes de techniques de soudage, il s’agit notamment d’éviter les fumées de soudage : en effet, qui voudrait être exposé à des fumées nocives et des mauvaises odeurs au quotidien ? Les torches aspirantes bien conçues fonctionnent comme des aspirateurs : directement derrière la buse de gaz se trouvent des fentes qui permettent à l’air ambiant de la soudure d’être aspiré, sans pour autant perturber l’atmosphère de gaz de protection autour du bain de fusion. Bénéficier d’air frais sur son lieu de travail est un avantage qui rend le métier de soudeur encore plus attrayant.


Cols de cygne flexibles : ils sont utilisés par exemple lorsque les accès aux composants sont largement réduits ou que la position de soudage est particulièrement difficile. Grâce au système Multilock, ils peuvent être reliés au faisceau de liaison MIG/MAG. Des tuyaux en cuivre torsadés sont généralement utilisés, ce qui permet de courber les cols de cygne dans des formes relativement diverses. Ainsi, l’accès à la soudure est garanti de manière optimale. Il est également possible de réaliser des applications très spéciales, absolument impossibles à réaliser pour les torches habituelles. Il faut toutefois veiller au nombre d’utilisations qui est limité car le matériau s’affaiblit à chaque déformation. Il est possible de réaliser jusqu’à 1 000 courbures sur les torches Flex de qualité avant de devoir les remplacer.

Pièces d’usure de la torche de soudage MIG/MAG
Peu importe qu’il s’agisse de torches de soudage standard ou spéciales fabriquées avec des matériaux de qualité, toutes sont soumises de la même manière aux diverses usures des matériaux. Ces pièces détachées doivent être nettoyées et remplacées régulièrement afin d’assurer la meilleure stabilité du procédé possible.
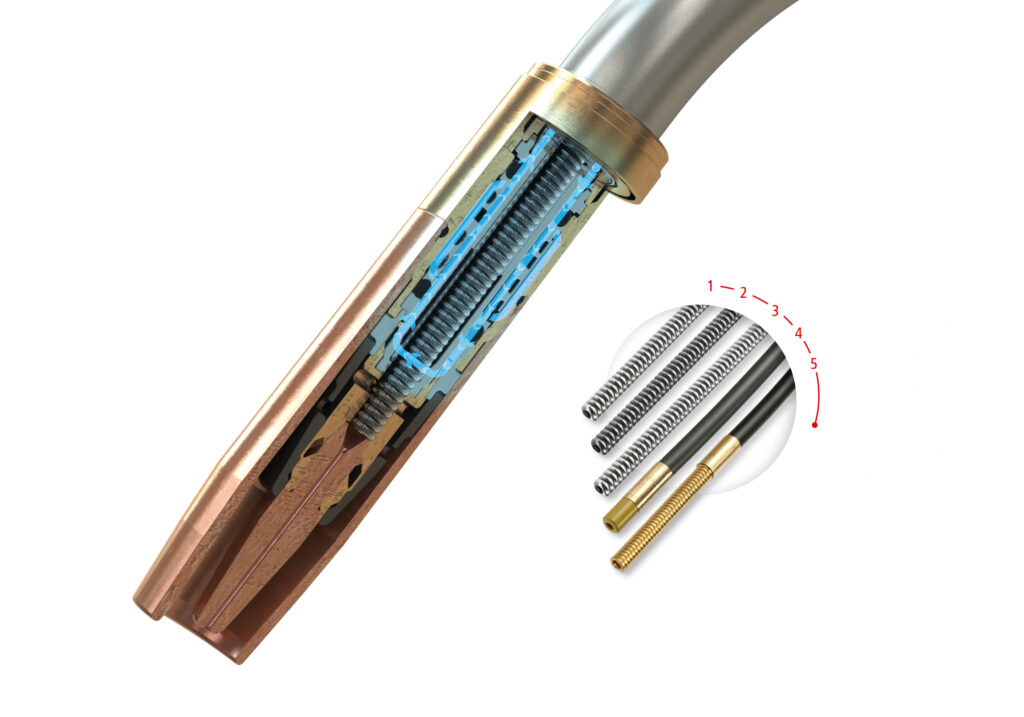
Guidage du fil : la gaine est en correspondance avec l’enrobage à l’intérieur de la torche de soudage qui guide le fil d’apport. La gaine confère au fil, de sa sortie de l’installation de soudage jusqu’au tube contact, la rigidité nécessaire, ce qui empêche le patinage ainsi que la pression lors du process de soudage.
Les gaines de guidage du fil en acier, CrNi ou combinées pour les applications en aluminium sont utilisées en fonction des différents fils. Afin de protéger les fils en aluminium fragiles, la gaine combinée est principalement constituée de graphite, ce qui signifie qu’il n’y a pratiquement aucune friction.
Le tube contact : il est situé dans la buse de gaz et est responsable du transfert du courant vers le fil-électrode. Son utilisation s’explique par le fait qu’il doive continuellement frotter contre le tube contact en cuivre pour établir un contact. Plus le contact est de mauvaise qualité, plus l’arc électrique est irrégulier. C’est pourquoi il faut remplacer les tubes à partir d’un degré d’usure défini. Un tube contact traditionnel s’utilise pour environ 120 minutes de temps de soudage pur, ce qui équivaut à peu près à la charge de travail quotidienne d’un soudeur professionnel.

Les tubes contact existent dans toutes les tailles, conviennent à toutes les torches de soudage, toutes les plages de puissance et tous les diamètres du fil. Plus la puissance utilisée est importante, plus le tube contact est gros car l’avantage du matériau, généralement du cuivre, lui permet d’absorber la chaleur générée.
Buses de gaz : elles existent dans divers modèles, principalement sous forme de buses de gaz en cuivre car le cuivre est le matériau qui élimine le mieux la chaleur de l’arc électrique et du bain de fusion. Lors du soudage d’aluminium, des buses avec revêtement sont également utilisées car les projections y adhèrent moins. Les projections restantes sur le revêtement peuvent être facilement retirées grâce à des brosses de nettoyage spéciales.
Les buses de gaz de qualité sont toujours vissées et non pas emboitables. Ainsi, aucun gaz de protection ne peut s’échapper au niveau de l’embranchement et le flux de gaz est parfaitement dirigé via la buse vers le bain de fusion. De plus, le filetage peut également avoir un effet positif sur la dissipation thermique.

La protection anti-projections : elle est vissée sur le diffuseur, lui-même équipé d’alésages pour permettre l’écoulement du gaz de protection. D’une part, cette protection en plastique isole le support tube-contact afin que les projections de soudure ne provoquent pas de court-circuit vers la buse de gaz. D’autre part, elle empêche que les projections de soudure n’encrassent les orifices de sortie de gaz. Si ces orifices étaient bouchés, le flux de gaz serait considérablement altéré et l’atmosphère de gaz de protection serait perturbée. C’est pourquoi il faut régulièrement nettoyer et remplacer la protection anti-projections.

Pour chaque application, la bonne torche de soudage MIG/MAG
Les détails le prouvent bien : le soudage à l’arc sous protection gazeuse nécessite des torches de soudage MIG/MAG souvent universelles et parfois spéciales ou très spécifiques. Fronius propose diverses torches de soudage de qualité, parfaitement adaptées à toutes les sources de courant et à tous les process. Bien entendu, notre service comprend également un large choix de pièces de rechange et d’usure.
Vous trouverez ici des informations détaillées au sujet de notre gamme de produits.
Vous souhaitez en découvrir davantage au sujet des bases du soudage MIG/MAG ? Cliquez ici pour lire l’article de blog.



Aucun commentaire