
Pozbawiony wszelkich dodatków gokart – czyli radość z jazdy w najprostszy możliwy sposób? Czy raczej luksusowa limuzyna z licznymi systemami bezpieczeństwa, która pozostaje łatwa do opanowania nawet przy dużych prędkościach? Podobnie jak w motoryzacji, różnorodność spawarek TIG i ich funkcji specjalnych jest naprawdę spora.
W pierwszej części opisaliśmy zalety prądu stałego i przemiennego w spawaniu TIG oraz wyjaśniliśmy podstawy spawania pulsacyjnego TIG. Jednak w szczególności funkcja impulsowa pozwala na znacznie więcej …
Cykl pracy spawarki – do profesjonalnego pulsowania TIG
Wyjaśniliśmy to już wcześniej: spawanie prądem pulsującym polega na przeplataniu niskiego prądu podstawowego z wysokim prądem pulsującym. W konwencjonalnym pulsowaniu TIG, spawacz zmienia tylko częstotliwość — tzn. jak często na sekundę łuk zmienia się pomiędzy wysokim i niskim prądem. Przy niskiej częstotliwości uzyskuje się zgrubne narastanie spoiny, przy wysokiej częstotliwości impulsów narastanie spoiny jest drobne.
Aby spawanie pulsacyjne było jeszcze bardziej profesjonalne, można sięgnąć po funkcję cyklu pracy — to już superliga w spawarkach TIG.
Dzięki cyklowi pracy stosunek czasowy prądu pulsacyjnego do prądu bazowego może być precyzyjnie określany w procentach. Podgrzewanie i schładzanie jeziorka spawalniczego jest w ten sposób precyzyjnie kontrolowane. W rezultacie ciepło wprowadzane do spoiny jest ściśle określone: im dłużej impuls ma natężenie podstawowe, tym mniejsze jest ciepło. Im dłużej natężenie prądu jest wysokie, tym element spawany bardziej się nagrzewa. Dzięki temu można jeszcze dokładniej określić narastanie spoiny.
Wysoka precyzja charakterystyki impulsu prądu stałego: kontrola funkcji pulsowania w systemach spawania TIG
Funkcja cyklu pracy spawarki daje już pewne wyobrażenie o tym, że spawanie pulsacyjne TIG pozwala na znacznie więcej. Po pierwsze, jeśli pokażemy na wykresie ciągłą zmianę natężenia prądu pomiędzy prądem bazowym a pulsacyjnym, otrzymamy wyraźny kształt krzywej charakterystyki …
W zależności od ustawienia parametrów powstają różne kształty krzywych. Czasami rozróżnia się pomiędzy prostokątem twardym, prostokątem miękkim i sinusoidą. Te trzy ustawienia parametrów są już zaprogramowane w wysokiej klasy systemach spawania TIG i mają znaczący wpływ na łuk spawalniczy.
Dzięki temu spawacz jeszcze dokładniej kontroluje jeziorko spawalnicze i wygląd spoiny. Ponadto może wpływać na migotanie łuku pulsacyjnego, co zmniejsza obciążenie oczu spawacza. Różnice są również słyszalne — zmniejsza się poziom hałasu.
Prostokąt twardy
Dzięki tej parametryzacji następuje bardzo szybkie przełączenie z wysokiego prądu pulsacyjnego na prąd podstawowy i z powrotem. Jest to wyraźnie widoczne na wykresie jako „twardy” kąt prosty.
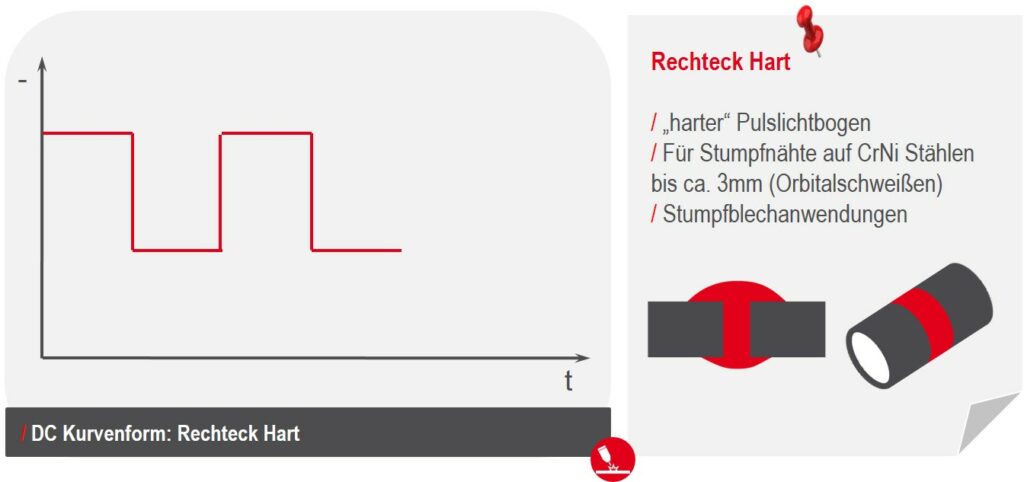
Efekt: szybkiemu przełączaniu towarzyszy „twardy” dźwięk. Ponadto powoduje to szybkie schładzanie i ogrzewanie jeziorka spawalniczego. A z praktycznego punktu widzenia? Zapobiega się rozpływaniu jeziorka spawalniczego. Równocześnie osiągane jest dobre wtopienie.
Zastosowania: głównie do spoin doczołowych w połączeniach rur — bez dodatkowego spoiwa, przy grubości materiału do ok. 3 mm
Prostokąt miękki
Przełączanie między prądem pulsacyjnym a podstawowym odbywa się tu z nieco większym opóźnieniem. Na wykresie narożniki prostokąta są teraz zaokrąglone — czyli „miękkie”.
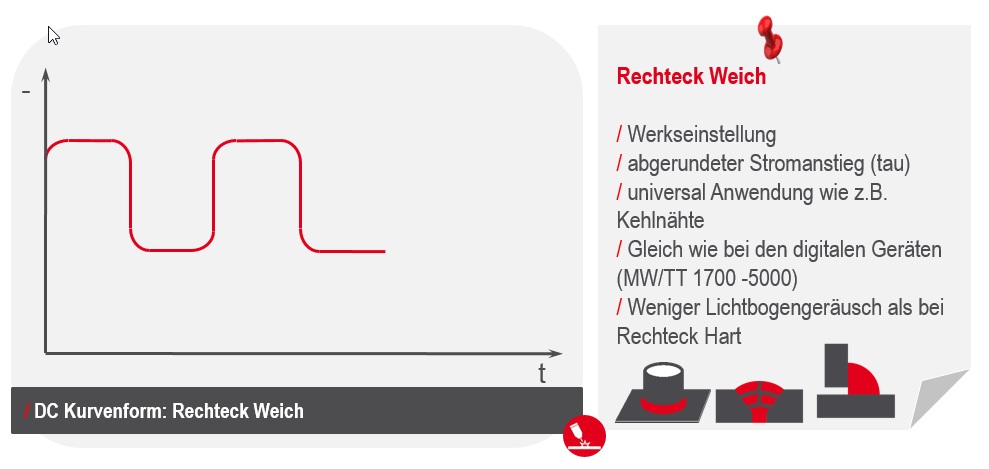
Efekt: akustyka łuku spawalniczego staje się przyjemniejsza, czyli łagodniejsza.
Zastosowania: w praktyce jest to uniwersalne ustawienie dla spoin pachwinowych, warstw kryjących i wypełniających.
Sinus
Zmiana następuje całkowicie równomiernie i w sposób zrównoważony. Graficznie daje to krzywą sinusoidalną.
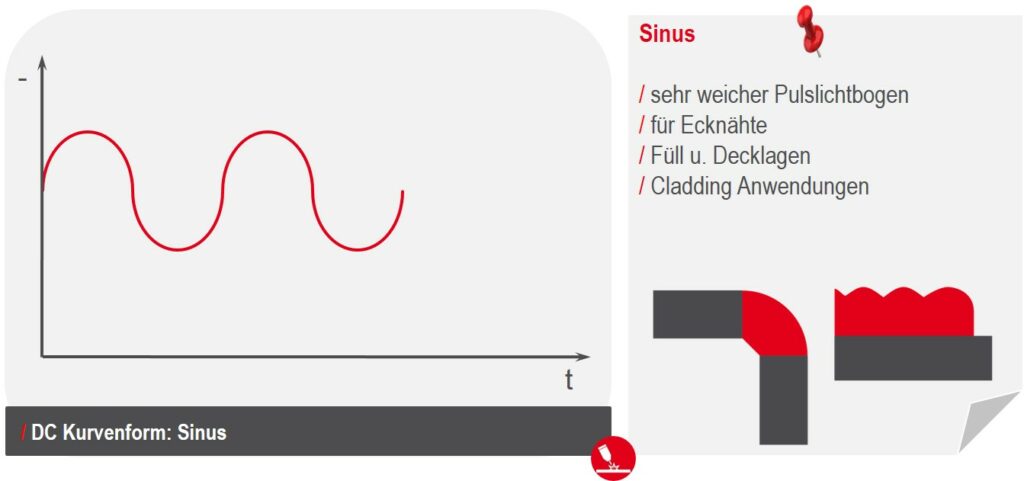
Efekt: łuk staje się bardzo „miękki”. Powolne obniżanie się prądu skutkuje wyższym ciepłem wprowadzanym do spoiny. Jeziorko spawalnicze stygnie powoli i również powoli się nagrzewa. Gwarantuje to ładne „rozpływanie” jeziorka spawalniczego.
Zastosowania: głównie do spawania w narożnikach i napawania
Różne charakterystyki do spawania prądem przemiennym w systemach spawania TIG
Fabryczne ustawienia parametrów dla pulsowania TIG prądem stałym — odzwierciedlone w różnych kształtach krzywych charakterystyk — pozwalają się domyślać, że również w przypadku spawania prądem przemiennym istnieje możliwość wpływania na natężenie prądu przemiennego poprzez precyzyjną parametryzację.
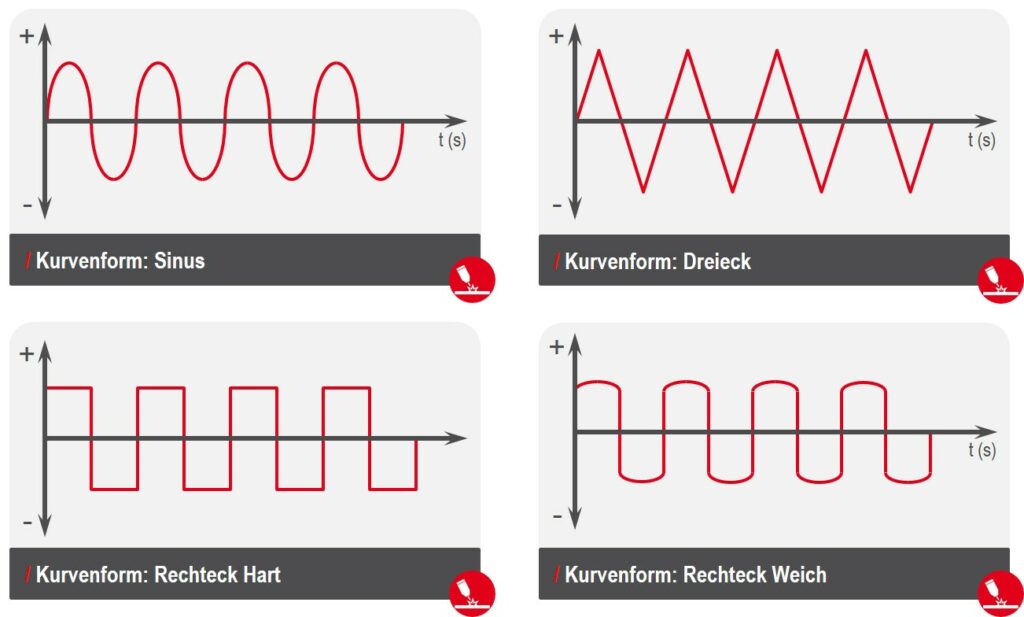
Oczywiście to nie natężenie prądu jest tutaj zmieniane w spawarkach TIG, lecz biegunowość, czyli następuje przełączanie między biegunem dodatnim i ujemnym. To również powoduje, że właściwości spawania mogą być różne …
Sinus
Przełączanie z bieguna dodatniego na ujemny i z powrotem odbywa się bardzo równomiernie i w sposób wyważony. Ta połowiczna fala jest więc krzywą sinusoidalną.
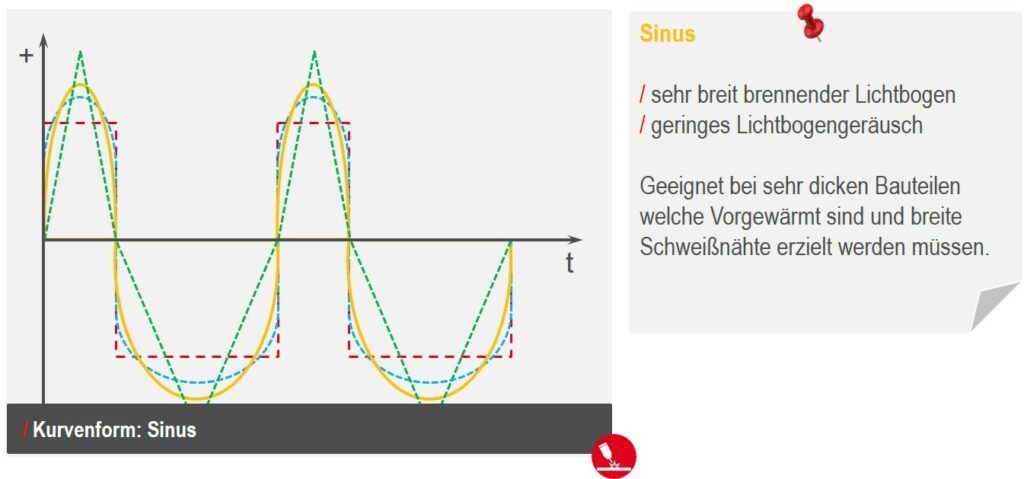
Efekt: dzięki temu uzyskuje się bardzo przyjemny i cichy szum łuku. Łuk pali się dość szeroko.
Zastosowania: ta krzywa charakterystyki jest odpowiednia przy bardzo grubych elementach, które są wstępnie podgrzewane w celu uzyskania szerokich spoin. W ten sposób można zredukować poziom hałasu i tak już hałaśliwego łuku prądu przemiennego, zwłaszcza przy wysokich natężeniach prądu.
Prostokąt twardy
Przełączanie pomiędzy biegunem dodatnim i ujemnym następuje bardzo szybko. W efekcie na wykresie powstaje twardy prostokąt.
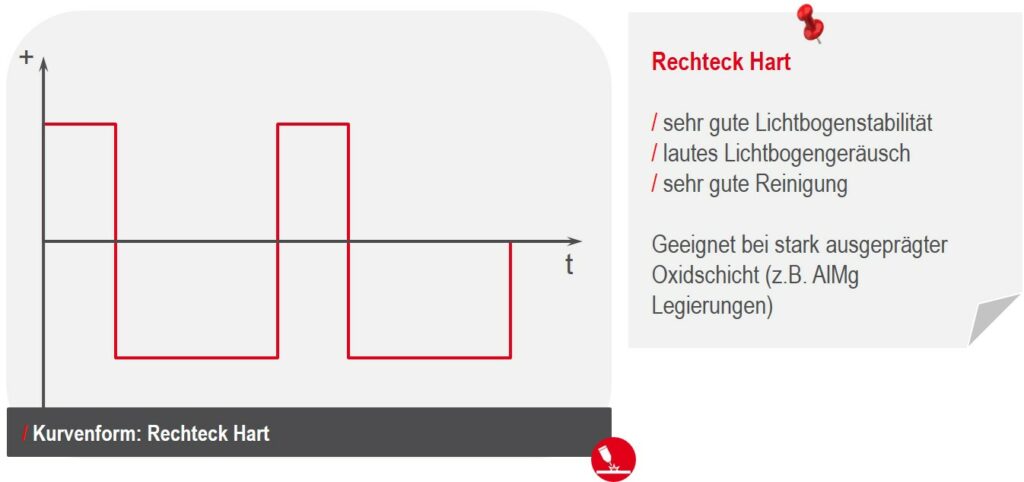
Efekt: celem jest więc bardzo szybkie przejście przez zero półfali. Łuk staje się niezwykle stabilny i jednocześnie powstaje bardzo głośny, „twardy” odgłos łuku.
Zastosowania: ten „twardy” łuk jest dziś nadal standardem dla wielu spawaczy, ponieważ zawsze byli do niego przyzwyczajeni i ma on dobre właściwości spawalnicze. Ponadto łuk spawalniczy może być korzystnie wykorzystywany w przypadku grubych warstw utlenionych.
Prostokąt miękki
Ta forma łuku jest dalszym rozwinięciem „twardego prostokąta”. Zmiana pomiędzy plusem i minusem nie jest więc tak gwałtowna jak w przypadku twardego prostokąta — i nie jest tak opóźniona, jak w przypadku trybu sinusoidalnego. Graficznie, rogi prostokąta są zaokrąglone, czyli „miękkie”.
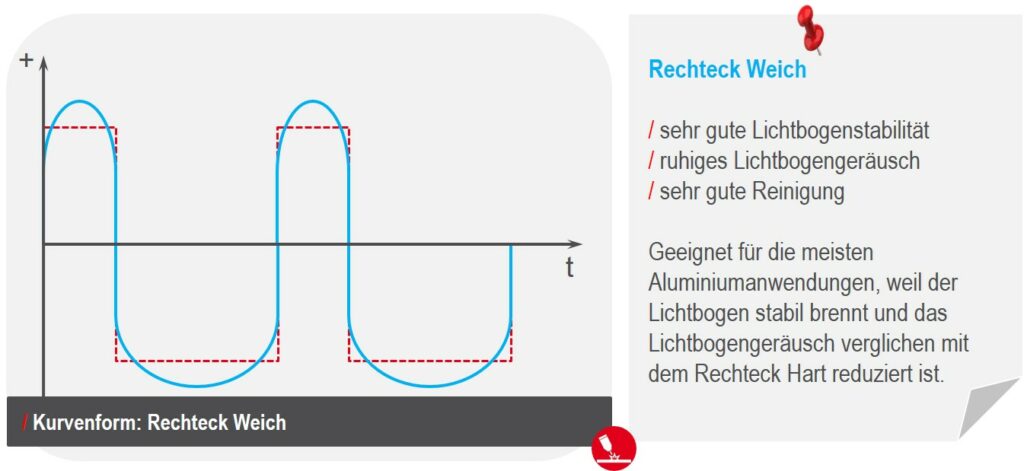
Efekt: łuk łączy w sobie zaletę sinusa z zaletą twardego prostokąta. W ten sposób uzyskuje się stosunkowo stabilny łuk przy stosunkowo niskim poziomie hałasu.
Zastosowania: ze względu na te właściwości, opcja „prostokąt miękki” jest również uważana za uniwersalne ustawienie w systemach spawania TIG, które nadaje się do szerokiej gamy zadań spawalniczych.
Trójkąt
Zmiany pomiędzy plusem i minusem są rozłożone absolutnie równomiernie w czasie. Graficznie, półfala tworzy więc trójkąt.
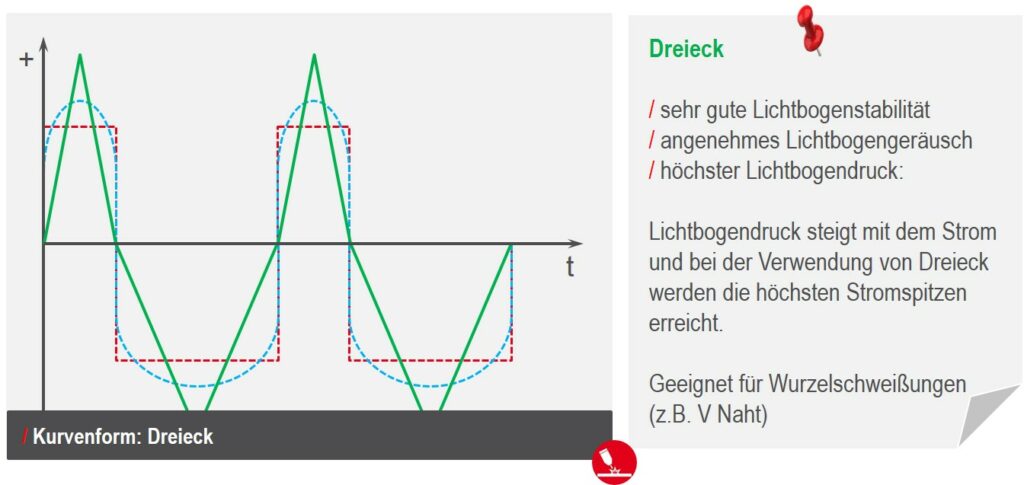
Efekt: w porównaniu z innymi charakterystykami przejście przez zero następuje dość wolno. Jednak ze względu na równomierny rozkład czasowo-prądowy uzyskuje się wyższy prąd szczytowy, chociaż średnia wartość prądu pozostaje taka sama. To z kolei prowadzi do szczególnie wysokiej siły łuku. Akustycznie, łuk jest tylko nieznacznie głośniejszy niż ustawienie sinusoidalne.
Zastosowania: ze względu na wysoką siłę łuku, ustawienie trójkątne nadaje się szczególnie dobrze do warstwy graniowej spoiny.
Zaawansowane systemy spawania TIG również w ofercie firmy Fronius
Interesują Cię różnorodne i fascynujące charakterystyki procesów? W systemach spawania TIG firmy Fronius znajdziesz różnorodne funkcje związane z dostrajaniem AC/DC (krzywe charakterystyki), cyklem pracy i inne. Dzięki tym funkcjom w ciągu ostatnich kilkudziesięciu lat udało nam się podnieść standardy do najwyższego poziomu.
Nasza oferta wyposażenia do spawania TIG obejmuje zaskakująco wiele: od poręcznego kompaktowego urządzenia, poprzez urządzenia wieloprocesowe, aż po cyfrowe, zaawansowane technologicznie źródła energii. Serie TransTig i MagicWave są źródłem inspiracji dla profesjonalistów TIG!


Brak komentarzy