
Laser welding and MIG/MAG have been familiar processes in welding technology for decades now. But what happens when you combine the two methods? The LaserHybrid process delivers a technology that brings together the best of both worlds—the high precision of the laser with the versatility of the arc. In this article, we explain exactly what LaserHybrid welding is, and how you can use this innovative technology to achieve greater efficiency in your welding production processes.
The LaserHybrid welding process is a joining method that combines the technology of arc welding with the precision of a laser beam. This results in high-quality welded joints that can also be used with a wide range of material combinations.
Due to the innovative further development of the technology and the resulting profitability for large-volume series production, the process has succeeded in delivering unbeatable productivity in a wide range of industries—including the automotive and e-mobility sectors, shipbuilding and heavy vehicle construction, as well as machinery production.
“Thanks to the high degree of consistency and the reduction in rework required, LaserHybrid welding significantly increases profitability in series production,” confirms Johannes Gaisberger, Arc Technologist for High-Power Welding at Fronius International.

With its high welding speeds and lower consumption of filler metals, LaserHybrid really pays off—especially when it comes to large volumes. This makes an investment particularly worthwhile for components such as cell cases, axles, and crane booms.
LaserHybrid welding under the microscope
LaserHybrid welding combines a high-energy laser beam with the metal shielding gas process (MSG process). The combination of electric arc and laser-induced plasma facilitates precise, controlled heat input into a single weld pool. In most cases, this involves a pulsed arc (PMC) or an arc with reversing wire motion (CMT).
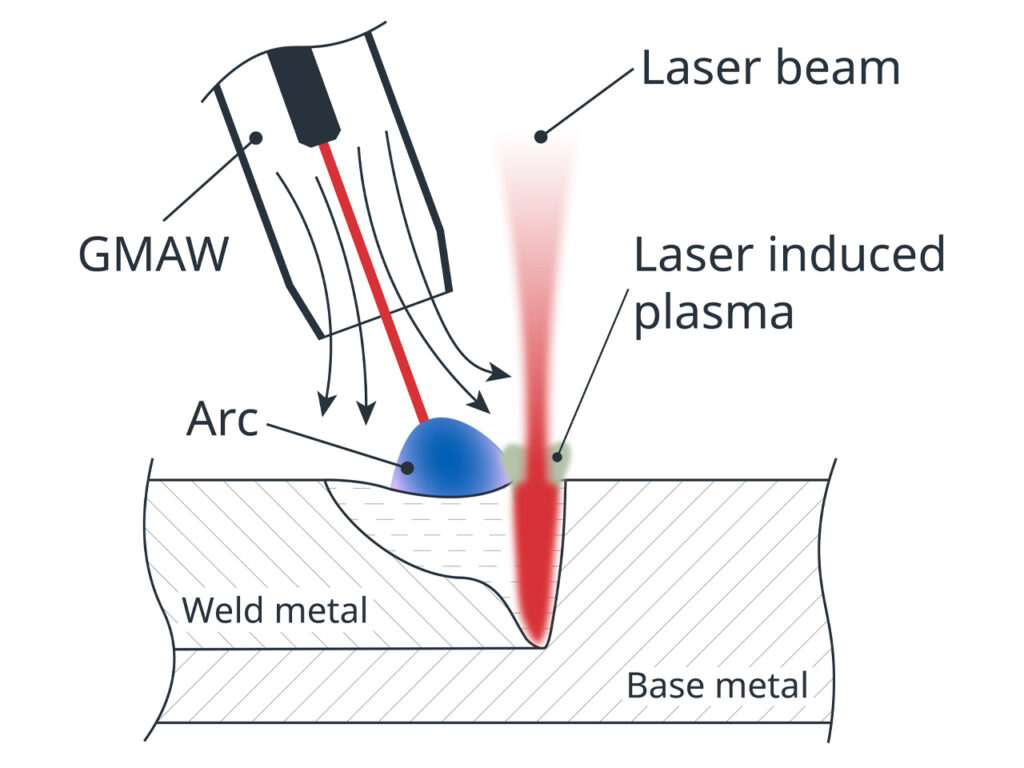
The combined use of both joining technologies in this process leads to a significantly high welding penetration depth, high welding speeds, and excellent joining tolerance compensation. “The reduced heat input favors the formation of highly resilient and durable connections, making the process ideal for safety-relevant structures,” adds Johannes Gaisberger.
Targeted process control, in particular in conjunction with the CMT process, also allows a considerable reduction in the heat-affected zone, which means that the mechanical properties of the welded joint are largely retained compared to the base material.
LaserHybrid welding—all the advantages at a glance
LaserHybrid welding not only impresses thanks to the minimal thermal distortion of the components; a further advantage for users lies in the reduction in work required when it comes to seam preparation and downstream work steps alike. “LaserHybrid measurably shortens cycle times, which is a clear advantage for automated production lines with high throughput rates,” explains the arc specialist.
- High welding speed
- Deep penetration with low heat input
- Extensive air gap bridging
- Laser support ensures stable arc
- Minimal spattering and pore formation
- High seam quality
- Shorter cycle times
- Higher throughput
- Low reworking costs
- Reduced consumption of filler metal and shielding gas
- Energy saving
- Increased profitability
- Resource conservation
- Reduced component distortion
- Durable, resilient seams
- Fewer rejects
What makes up a LaserHybrid system?
In addition to an intelligent MIG/MAG welding machine, a disk or fiber laser, and an industrial robot, the compact LaserHybrid welding head forms the heart of the system. The new and innovative LaserHybrid CMT Universal welding head from Fronius consists of the MIG/MAG welding torch with CMT drive, laser optics, protective components, and extraction systems.
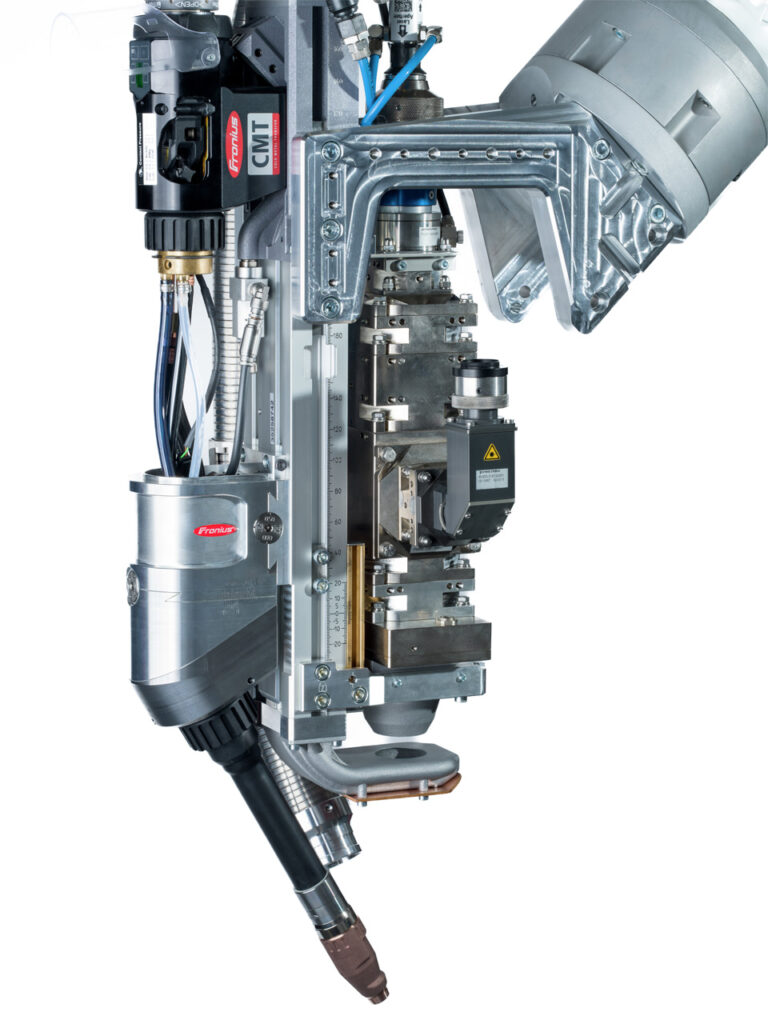
The connection to the robot flange is established with specially developed holders, which facilitate flexible positioning for difficult-to-access weld seam joints. Furthermore, precise adjustment for the respective application is possible thanks to the multi-directional adjustment capability of the MIG/MAG welding torch in relation to the laser beam.
To ensure a seamless process in multi-shift operation, the laser optics are protected against contamination from spatter and welding fume by innovative protective devices such as the cross-jet and local welding fume extraction systems.
Applications for the LaserHybrid process
“LaserHybrid is more than just a welding process—it combines laser and MIG/MAG (and therefore targeted heat control) in a single system and opens up whole new levels of freedom in joining technology,” enthuses Gaisberger. The LaserHybrid process is the ideal choice for a demonstrably diverse range of applications, from the thick sheet metal sector (machine frames for bending presses, shipbuilding) to the thin sheet metal sector (automotive, pressure vessels).
In the production of aluminum cell cases for e-mobility, for example, the process contributes to the essential crash safety of the design. “Thanks to the low heat input, the LaserHybrid process is predestined for safety-critical applications, as it minimizes strength losses and enables permanently highly resilient connections to be formed.”
LaserHybrid welding is also particularly efficient when joining high-strength steel materials. Thanks to smaller cross-sections and the reduced requirement for filler metals, the weight of the components can be significantly reduced; a decisive advantage above all in the automotive industry, where weight reduction is a key issue. Lower weight helps to increase the range of electric vehicles and reduce the fuel consumption of combustion engines.
In this respect, the LaserHybrid process is helping to reduce global carbon emissions: less rework means less material distortion and leads to lower energy consumption. As such, LaserHybrid stands for sustainable welding with unbeatable efficiency—both in production and during operation.
In order to exploit the full potential of the process, the joining process must either deliver large welding depths (1-layer
And expansion with CMT means that the application possibilities are even greater: for example, the LaserHybrid process can be combined with CMT Braze (brazing) or CMT Mix (combination of CMT and pulsed arc).
Want to find out more?
Do you already have experience with LaserHybrid welding or are you keen to try it out? If you want to learn more about gas shielded arc welding, we recommend our article “What exactly is … gas shielded arc welding?”. Are you interested in current trends in joining technology? Then take a look at our article on metal 3D printing.


No Comments