
Gas is invisible, sometimes odourless, sometimes not, but always explosive and dangerous. Isn’t it? Think again! Many gases are in fact quite stable and safe. In the world of welding they have even come to be vitally important. Welding processes such as MIG/MAG, TIG and plasma have come to depend on these so-called shielding gases to produce a stable and flawless weld just like we depend on the air we breathe. Which is why we speak of gas shielded arc welding…
Which shielding gas is to be used?
If the arc is ignited between the electrode and base material, the metal is melted. Gas shielded arc welding is therefore classed as a fusion welding process. Shielding gases are used to prevent the weld pool of the weld seam from chemically reacting with the surrounding atmosphere, whereby the arc and the weld pool are enveloped in a protective shroud.
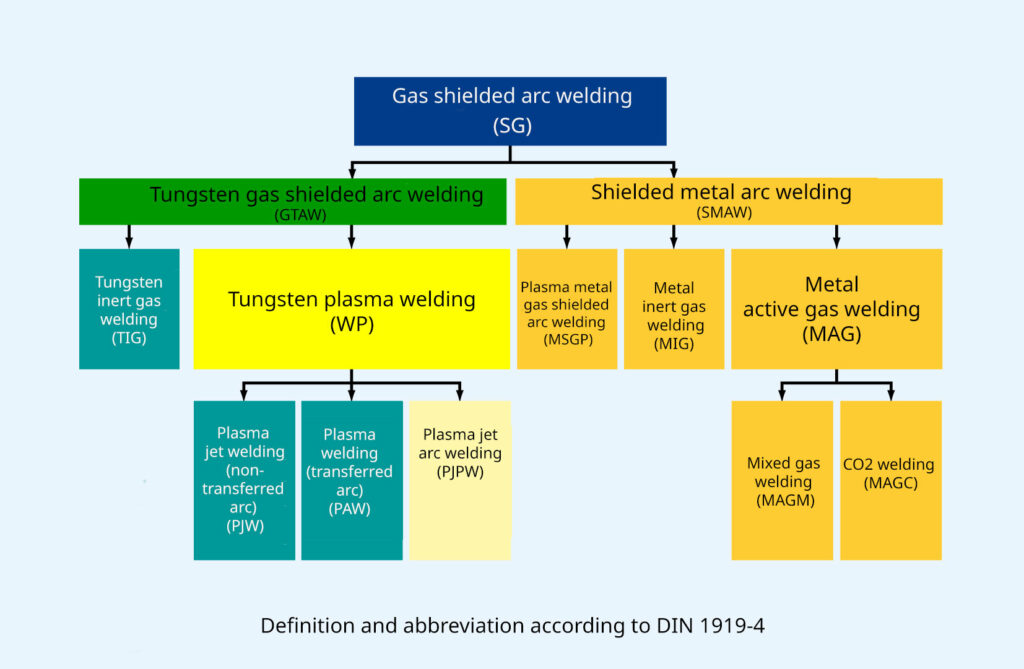
The required properties of the gas vary depending on the gas shielded arc welding system used – as well as the welding process itself. Which is why the first question to ask is: which shielding gas is to be used? Shielding gases can generally be divided into two different types:
- Inert shielding gases are non-reactive or low-reaction gases. They are usually pure argon or helium and mixtures thereof. Gas shielded arc welding with inert gases is usually preferred for non-ferrous metals, in particular aluminium.
- Active shielding gases are reactive gases, with pureCO2 being the most common example used. Argon may also be used, but usually mixed with CO2 or O2 (e.g. up to 25% CO2 to 75% argon). Gas shielded arc welding with active gases is particularly suitable for joining steel.
MIG/MAG – The most widely used process in the field of gas shielded arc welding
The MIG and MAG processes are also referred to as gas-shielded metal arc welding (GMAW). The welding wire here serves as both an energy source and filler metal at the same time. When it comes into contact with the base material during dip-transfer welding, a short circuit arises that causes both the base material and the wire electrode to melt and a material transfer occurs. Unwound from a wirespool, the welding wire is now continuously conveyed.
However, it must be clear from the outset which material is to be welded:
- Steel = MAG. Active shielding gases are used here, which is why we also speak of metal active gas welding (MAG).
- Aluminium and other non-ferrous metals = MIG. Inert shielding gases are used here, hence the name metal inert gas welding (MIG).
Whether MIG or MAG – depending on which process is ultimately required – the gas shielded arc welding system is optimally adjusted (parameterized) to suit active or inert gas, ensuring the best possible welding result is always achieved with both MIG and MAG welding.
CMT and LaserHybrid: MIG/MAG variants in the field of gas shielded arc welding
Over the years, MIG/MAG gas shielded arc welding has grown to include numerous high-tech process variants. Two examples of these pioneering processes are:
- CMT (Cold Metal Transfer) is a MIG/MAG variant that for decades has been the method of choice for thin sheet welding. The CMT process does not just convey the wire electrode in one direction, but moves it continuously back and forth. In combination with extremely complex process control technology, this means the heat input can be significantly reduced and the process itself is also completely stable.
- LaserHybrid is used for sheets of various thicknesses, but especially for large-volume series production whereby the MIG/MAG gas shielded arc welding system is combined with a powerful laser. This leads to a very stable welding process with a high welding speed.
TIG and plasma – Gas shielded arc welding with a non-consumable electrode

The TIG (tungsten inert gas welding) and plasma processes also fall under gas shielded arc welding. In contrast to the MIG/MAG process, however, the tungsten electrode used for these processes does not melt off. But once again the same question arises: which shielding gas is to be used?
While it is true that all weldable materials can be joined with TIG gas shielded arc welding processes, this is ONLY the case if inert gases are used. Although the high-purity TIG process is preferably used for stainless steel and non-ferrous metals, it is of course also possible to weld steel. This is because the inert gas will also ensure the high-purity weld seam quality in the base material as well as prevent inclusions and pore formation in steel.
However, the inert shielding gas is mainly necessary to protect the tungsten electrode. If the hot electrode becomes contaminated with oxygen, the arc will become unstable and the tungsten electrode will fray. The use of inert gas is therefore a fundamental requirement regardless of the material being welded!
Would you like to find out more about gas shielded arc welding or a special gas shielded arc weld system?
In our blog you will find a lot more information about gas shielded arc welding. As well as automated TIG/TIG-plasma processes, you’ll also find all about the processes derived from them – such as the high-tech ArcTig keyhole welding process from Fronius.
Thanks to its R&D prowess, Fronius is regarded as a pioneer and technology leader when it comes to gas shielded arc welding. If you are in the market for a special gas shielded arc welding system of your own, you will find numerous options on our product pages.



2 Comments
RP comtrade
28. April 2022 at 13:55Thank you for the information. It is really helpful for a beginner in the welding world.
redakteur
4. May 2022 at 14:07Thank you very much! Glad to hear that!