
Gaz jest niewidoczny. Zapachowy lub bezwonny. Ale czy zawsze jest wybuchowy i niebezpieczny? Kto tak myśli, strasznie się myli! Ponieważ wiele gazów jest pod tym względem nieszkodliwych. W świecie spawania ich zastosowanie jest wręcz niezbędne. Procesy spawania jak MIG/MAG, TIG i plazma wymagają tak zwanych gazów osłonowych dla stabilnych i perfekcyjnych spoin – jak powietrza do oddychania. Dlatego mówimy o spawaniu łukowym w osłonie gazów ochronnych…
Jaki gaz osłonowy jest stosowany?
Po zajarzeniu łuku spawalniczego między elektrodą a materiałem podstawowym metal topi się. Dlatego spawanie łukowe w osłonie gazów ochronnych zalicza się do grupy metod spawalniczych. Zadaniem wymienionych gazów jest zapobieganie reakcjom chemicznym atmosfery z jeziorkiem spawalniczym spoiny spawalniczej. Łuk spawalniczy i jeziorko spawalnicze są w ten sposób chronione przed atmosferą ziemską.
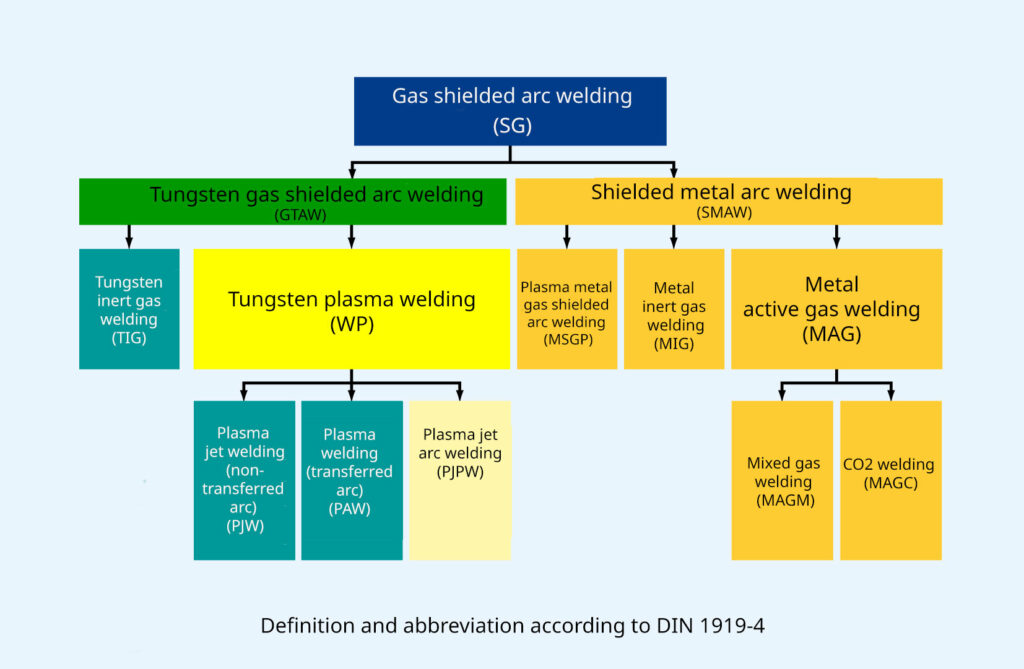
W zależności od zastosowanego urządzenia spawalniczego – ewentualnie procesu spawania – zmieniają się także wymagania wobec zastosowanego gazu. Dlatego najpierw należy zadać pytanie: Który gaz osłonowy będzie stosowany? Zasadniczo przy spawaniu łukowym w osłonie gazów ochronnych rozróżnia się dwa warianty:
- Obojętne gazy osłonowe to niereagujące lub słabo reagujące gazy. Najczęściej są to czysty argon lub hel oraz ich mieszaniny. Spawanie łukowe w osłonie gazów ochronnych gazami obojętnymi nadaje się przede wszystkim do metali nieżelaznych, w szczególności do aluminium.
- Aktywnymi gazami osłonowymi są reakcyjne gazy. Najczęściej stosuje się czysty CO2. Rzadziej argon – ale zmieszany z CO2 lub O2 (np. w proporcjach 25% CO2 do 75% argonu). Spawanie łukowe w osłonie gazów ochronnych z gazami aktywnymi nadaje się szczególnie do łączenia stali.
MIG/MAG – najczęściej stosowany proces w obszarze spawania łukowego w osłonie gazów ochronnych
Ogólnie rzecz biorąc przy procesach MIG i MAG mówimy także o spawaniu łukowym metali w osłonie gazów ochronnych (MSG). Zastosowany drut spawalniczy służy równocześnie jako nośnik energii i spoiwo. Gdy napotka na materiał podstawowy w trybie spawania łukiem zwarciowym dochodzi do zwarcia. Materiał podstawowy roztapia się, a drut elektrodowy topi się – dochodzi do przejścia materiału. Rozwijany ze szpuli drut spawalniczy jest ciągle podawany.
Jednak od samego początku musi być jasne, jaki element będzie spawany:
- Stal = MAG. Tutaj stosowane są aktywne gazy osłonowe, dlatego mówi się także o spawaniu metali w osłonie gazów aktywnych (MAG).
- Aluminium i inne metale nieżelazne = MIG. Tutaj stosowane są obojętne gazy osłonowe. Dlatego mówi się także o spawaniu metali w osłonie gazów obojętnych (MIG).
MIG lub MAG – w zależności od tego, która metoda jest ostatecznie potrzebna. Urządzenie do spawania łukowego w osłonie gazów ochronnych jest optymalnie wyregulowane dla gazu aktywnego lub obojętnego (sparametrowane). Dzięki temu przy spawaniu MIG lub MAG zawsze uzyskiwany jest najlepszy możliwy efekt spawania.
CMT i LaserHybrid: metody spokrewnione z MIG/MAG w obszarze spawania łukowego w osłonie gazów ochronnych
Przez lata spawanie łukowe w osłonie gazów ochronnych MIG/MAG było rozszerzane o liczne zaawansowane warianty procesu. Tutaj zaprezentujemy dwa prekursorskie warianty:
- CMT – Cold Metal Transfer to ten wariant MIG/MAG, który od dziesięcioleci jest najczęstszym wyborem przy spawaniu cienkich blach. Proces CMT podaje drut elektrodowy nie tylko w jednym kierunku, ale stale porusza go do przodu i do tyłu. W połączeniu z wyjątkowo zaawansowaną techniką regulacyjną procesu możliwe jest maksymalne ograniczenie ciepła wprowadzanego do spoiny. Przy tym proces przebiega w pełni stabilnie.
- LaserHybrid: ten proces jest stosowany przy różnych grubościach blachy. Ale przede wszystkim przy dużej produkcji seryjnej. Tutaj urządzenie do spawania łukowego w osłonie gazów ochronnych MIG/MAG jest łączone z wydajnym laserem. Efektem jest bardzo stabilny proces spawania o wysokiej prędkości spawania.
TIG i plazma – spawanie łukowe w osłonie gazów ochronnych z nietopliwą elektrodą

Także procesy TIG (spawanie elektrodą wolframową w osłonie gazów obojętnych) i plazma są zaliczane do spawania łukowego w osłonie gazów ochronnych. Jednak w odróżnieniu do procesu MIG/MAG tutaj zastosowania elektroda wolframowa nie roztapia się. Ale także tutaj ponownie pojawia się pytanie: Który gaz osłonowy jest stosowany?
Wprawdzie metodą spawania łukowego TIG w osłonie gazów obojętnych można łączyć wszystkie spawalne materiały – jednak TYLKO z wykorzystaniem gazów obojętnych. Proces TIG o wysokiej czystości jest preferowany przy stali nierdzewnej i metalach nieżelaznych, można jednak rzecz jasna również spawać stal. Również w przypadku stali obojętny gaz ma za zadanie zapewnienie wysokiej czystości i jakości spoiny w materiale podstawowym oraz zapobiega powstawaniu inkluzji i porów.
Jednak obojętny gaz osłonowy jest konieczny przede wszystkim do ochrony elektrody wolframowej. Gdy gorąca elektroda jest skażona tlenem, łuk spawalniczy nie spala się stabilnie. Elektroda wolframowa strzępi się. Zastosowanie gazu obojętnego jest więc warunkiem podstawowym – niezależnie od spawanego materiału!
Czy są Państwo zainteresowani spawaniem łukowym w osłonie gazów ochronnych lub specjalnym urządzeniem do spawania łukowego w osłonie gazów ochronnych?
Na naszym blogu znajdą Państwo dalsze informacje związane z tematem spawania łukowego w osłonie gazów ochronnych. Oczywiście znajdują się tam także informacje dotyczące zautomatyzowanej metody TIG/TIG-plazma. Jak też procesów pokrewnych jak na przykład zaawansowany proces spawania z oczkiem ArcTig firmy Fronius.
Oddział rozwoju Fronius to prekursor i lider w zakresie technologii w kwestii spawania łukowego w osłonie gazów ochronnych. Dlatego w razie zainteresowania specjalnym urządzeniem do spawania łukowego w osłonie gazów ochronnych na stronach naszych produktów znajdą Państwo liczne możliwości.


Brak komentarzy