Co oznacza „TIG”? Dlaczego podczas tego procesu używa się gazu obojętnego? I co ma wspólnego z elektrodą wolframową?
Spawanie jest skomplikowane — ale jego podstawy są zrozumiałe. Seria „Czym właściwie jest…?” firmy Fronius pomaga zrozumieć istotę spawania i podstawowe pojęcia.
Spawanie elektrodą wolframową w osłonie gazów obojętnych
Spawanie TIG jest metodą umożliwiającą uzyskanie najwyższej jakości spoin. Łuk spawalniczy jarzy się między odporną na działanie wysokiej temperatury, nietopliwą elektrodą wolframową i elementem spawanym. Gaz obojętny, od którego wzięła nazwę metoda, wytwarza beztlenową atmosferę i zapobiega reakcjom chemicznym płynnego jeziorka spawalniczego. Wskutek tego powstają gładkie, równe i bezporowe spoiny. Spoiwo jest doprowadzane ręcznie lub z podajnika drutu.
Spawanie TIG jest możliwe dla wszystkich metali spawalnych. Największy zakres zastosowania to stale nierdzewne oraz metale nieżelazne, jak np. aluminium, miedź i mosiądz. TIG stosuje się przede wszystkim do wykonywania warstwy graniowej spoiny, ponieważ spoiny są czyste i bezporowe, a dzięki temu dobrze znoszą dynamiczne obciążenia.
Obojętny gaz osłonowy
Do spawania TIG używa się gazu obojętnego (niereaktywnego). Atmosfera gazowa ma funkcję ochronną — zapobiega reakcjom chemicznym z płynnym jeziorkiem spawalniczym i rozgrzanym materiałem. To gwarantuje uzyskanie wysokiej jakości spoin.
Jako gazy osłonowe stosuje się gazy szlachetne, takie jak hel, argon lub ich mieszaniny. Argon stosuje się najczęściej: optymalizuje on właściwości zajarzenia i zapewnia szczególnie stabilny łuk spawalniczy. Hel odprowadza ciepło lepiej niż argon, zapewniając w ten sposób głębokie i szerokie wtopienie.
Elektroda wolframowa
Elektroda wolframowa jest sercem spawania TIG. Wolfram ma punkt topnienia wynoszący 3380 stopni Celsjusza, co jest najwyższą wartością wśród wszystkich czystych metali w układzie okresowym pierwiastków. Dzięki temu elektroda nie topi się, podczas gdy wytworzony przez nią łuk spawalniczy rozgrzewa i upłynnia materiał.
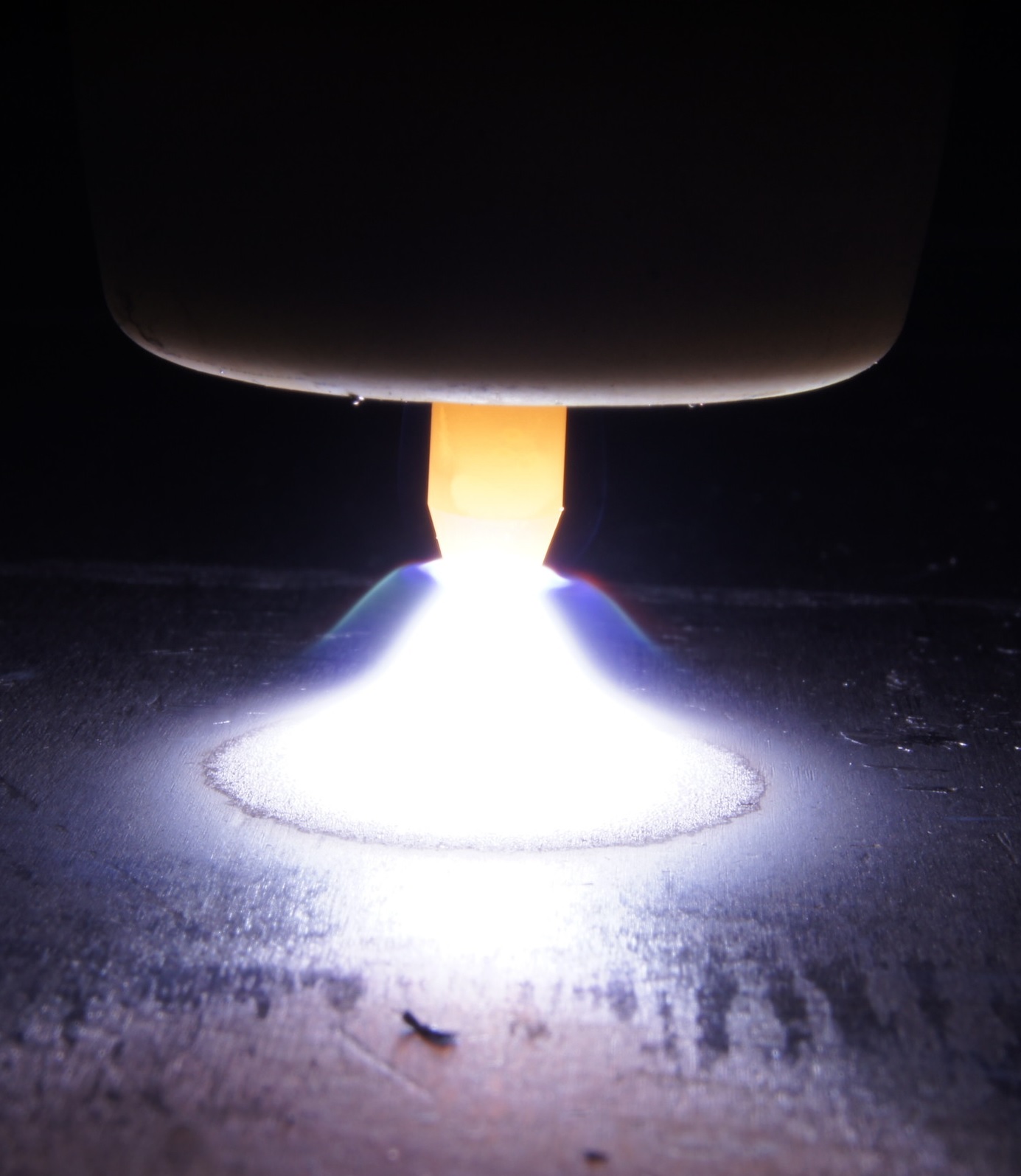
Łuk spawalniczy TIG między elektrodą wolframową a elementem spawanym
Elektrody wytwarza się w procesie spiekania. W celu poprawy ich właściwości mogą być stopione z dodatkami tlenków. W zależności od stopu, elektrody są oznaczone różnymi kolorami:
Elektrody z wolframu i tlenku lantanu
- Czysty wolfram (WP) (zielony): gładka, kulista powierzchnia elektrody w przypadku stosowania prądu stałego mogą występować problemy z zajarzeniem niska obciążalność prądowa
- Tlenek toru (WT 20) (czerwony): bardzo dobre właściwości zajarzenia wyraźnie wyższa obciążalność prądowa niż w przypadku elektrod z czystego wolframu lekko radioaktywne (emitują promieniowanie alfa)
- Tlenek ceru (WC 20) (szary): podobne właściwości jak elektrod z tlenku toru nieradioaktywne
- Tlenek lantanu (WL 20) (niebieski): dłuższy okres eksploatacji niż elektrody wolframowo-torowe lub z wolframu i tlenku ceru gorsze właściwości zajarzenia
Zajarzenie wysokiej częstotliwości
Szczególną cechą spawania TIG jest możliwość bezstykowego zajarzenia łuku spawalniczego. Szybkie, następujące po sobie impulsy o wysokim napięciu umożliwiają przeniesienie iskier na element spawany i stabilizację łuku spawalniczego. Dla spawacza zajarzenie wysokiej częstotliwości jest nadzwyczaj łatwe w obsłudze. Elektroda nie może przywrzeć do elementu spawanego i w spoinie nie powstają wtrącenia wolframu.
Więcej informacji na temat zalet procesu TIG znajduje się w artykule na blogu firmy Fronius „Spawanie TIG: połączenia o najwyższej jakości”.



Brak komentarzy