Wofür steht “WIG”? Warum wird bei diesem Prozess Inertgas verwendet? Und was hat es mit der Wolfram-Elektrode auf sich?
Schweißen ist komplex – die Basics zu verstehen hingegen einfach. Die Fronius „Was ist eigentlich …?” Serie hilft dabei, ein Verständnis fürs Schweißen zu erlangen und einen Überblick über die Grundbegriffe zu bewahren.
Wolfram-Inertgas-Schweißen
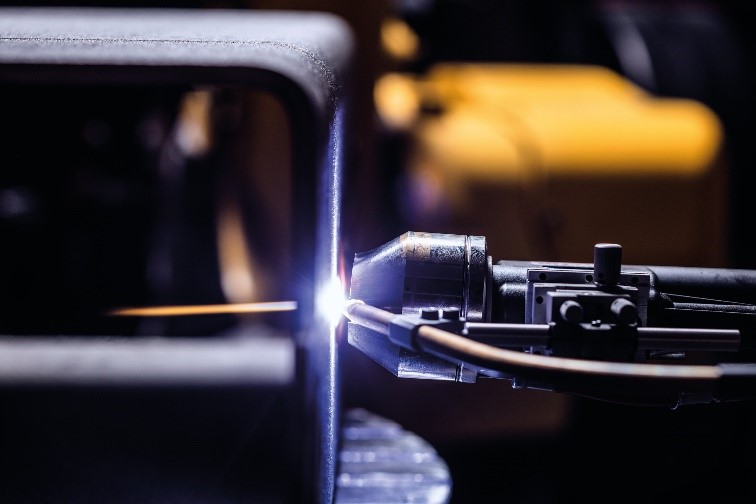
WIG-Schweißen ist ein Verfahren, das höchste Nahtqualität ermöglicht. Der Lichtbogen brennt zwischen einer temperaturbeständigen, nichtabschmelzenden Wolfram-Elektrode und dem Werkstück. Das namensgebende inerte Schutzgas schafft eine sauerstofffreie Gasatmosphäre und verhindert chemische Reaktionen mit dem flüssigen Schmelzbad. Dadurch entstehen glatte, ebene und porenfreie Schweißnähte. Der Zusatzwerkstoff wird manuell oder mittels Drahtvorschub zugeführt.
WIG-Schweißen ist bei allen schweißgeeigneten Metallen möglich. Der größte Anwendungsbereich liegt dabei bei nicht rostenden Stählen, sowie bei der Verarbeitung von Nichteisenmetallen wie zum Beispiel Aluminium, Kupfer und Messing. Vor allem bei Wurzelschweißungen kommt WIG zum Einsatz, weil die Nähte rein und porenfrei sind und damit dynamischen Kräften gut standhalten.
Inertes Schutzgas
Beim WIG-Schweißen wird reaktionsfreies (inertes) Schutzgas verwendet. Die Gas-Atmosphäre hat eine Schutzfunktion – sie verhindert chemische Reaktionen mit dem flüssigen Schmelzbad und dem erhitzten Werkstoff. Das garantiert hochqualitative Schweißnähte.
Als Schutzgase werden die Edelgase Argon, Helium oder eine Mischung aus diesen Gasen verwendet. Argon kommt am häufigsten zum Einsatz: Es optimiert die Zündeigenschaften und sorgt für einen besonders stabilen Lichtbogen. Helium leitet Wärme besser als Argon und gewährleistet damit einen tiefen und breiten Einbrand.
Wolfram-Elektrode
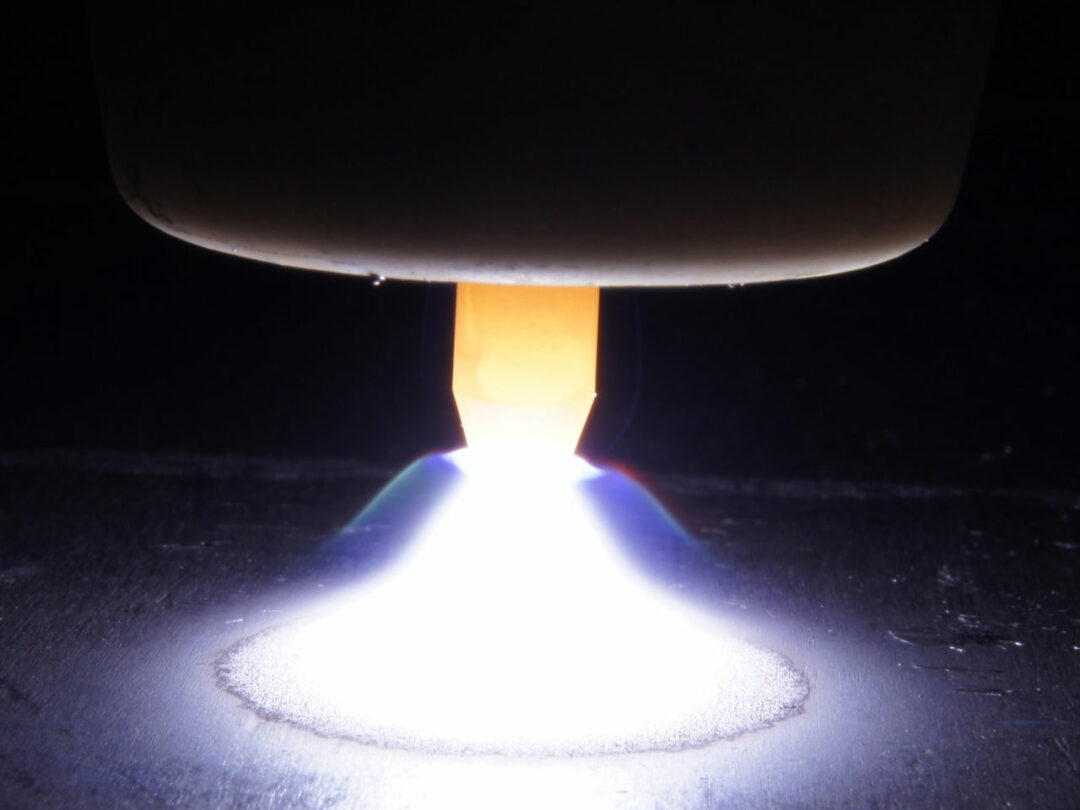
Die Wolfram-Elektrode ist das Kernstück beim WIG-Schweißen. Wolfram hat mit 3380 Grad Celsius den höchsten Schmelzpunkt aller reinen Metalle im Periodensystem. Dadurch schmilzt die Elektrode nicht ab, während von ihr ein Lichtbogen ausgeht, der den Werkstoff erwärmt und verflüssigt.
WIG-Lichtbogen zwischen Wolfram-Elektrode und Werkstück
Die Elektroden werden mit Hilfe des Sinterprozesses hergestellt. Sie können zur Verbesserung ihrer Eigenschaften mit oxidischen Zusätzen legiert sein. Je nach Legierung sind die Elektroden farblich unterschiedlich gekennzeichnet:
Wolfram-Lanthanoxid Elektroden
- Reinwolfram (WP) (grün):
Glatte kugelförmige Elektrodenoberfläche
bei Gleichstrom Zündprobleme
geringe Strombelastbarkeit
- Thoriumoxid (WT 20) (rot):
sehr gute Zündeigenschaft
wesentlich höhere Strombelastbarkeit als mit Reinwolfram-Elektroden
leicht radioaktiv (Alpha-Strahler)
- Ceroxid (WC 20) (grau):
ähnliche Eigenschaften wie Thorium
nicht radioaktiv
- Lanthanoxid (WL 20) (blau):
höhere Standzeit als Wolfram-Thorium oder Wolfram-Ceroxid-Elektroden
schlechtere Zündeigenschaften
HF-Zündung
Eine Besonderheit von WIG ist, dass das Zünden des Lichtbogens berührungsfrei möglich ist. Schnelle aufeinanderfolgende Hochspannungsimpulse lassen einen Funken auf das Werkstück überschlagen und der Lichtbogen stabilisiert sich. Für den Schweißer ist diese Hochfrequenz-Zündung sehr einfach handhabbar. Die Elektrode kann nicht am Werkstück ankleben, wird nicht verunreinigt und es entstehen keine Wolframeinschlüsse in der Naht.
Mehr über die Vorteile des WIG-Prozesses findet ihr im Fronius-Blogartikel „WIG Schweißen: qualitativ höchstwertige Verbindungen“.


Keine Kommentare