What does “TIG” stand for? Why is inert gas used in this process? And what role do tungsten electrodes play? Welding is complex but the basics are actually pretty easy to understand. The Fronius “What is …?” series helps to build an understanding of welding and to maintain an overview of the basic terms.
Tungsten Inert Gas Welding
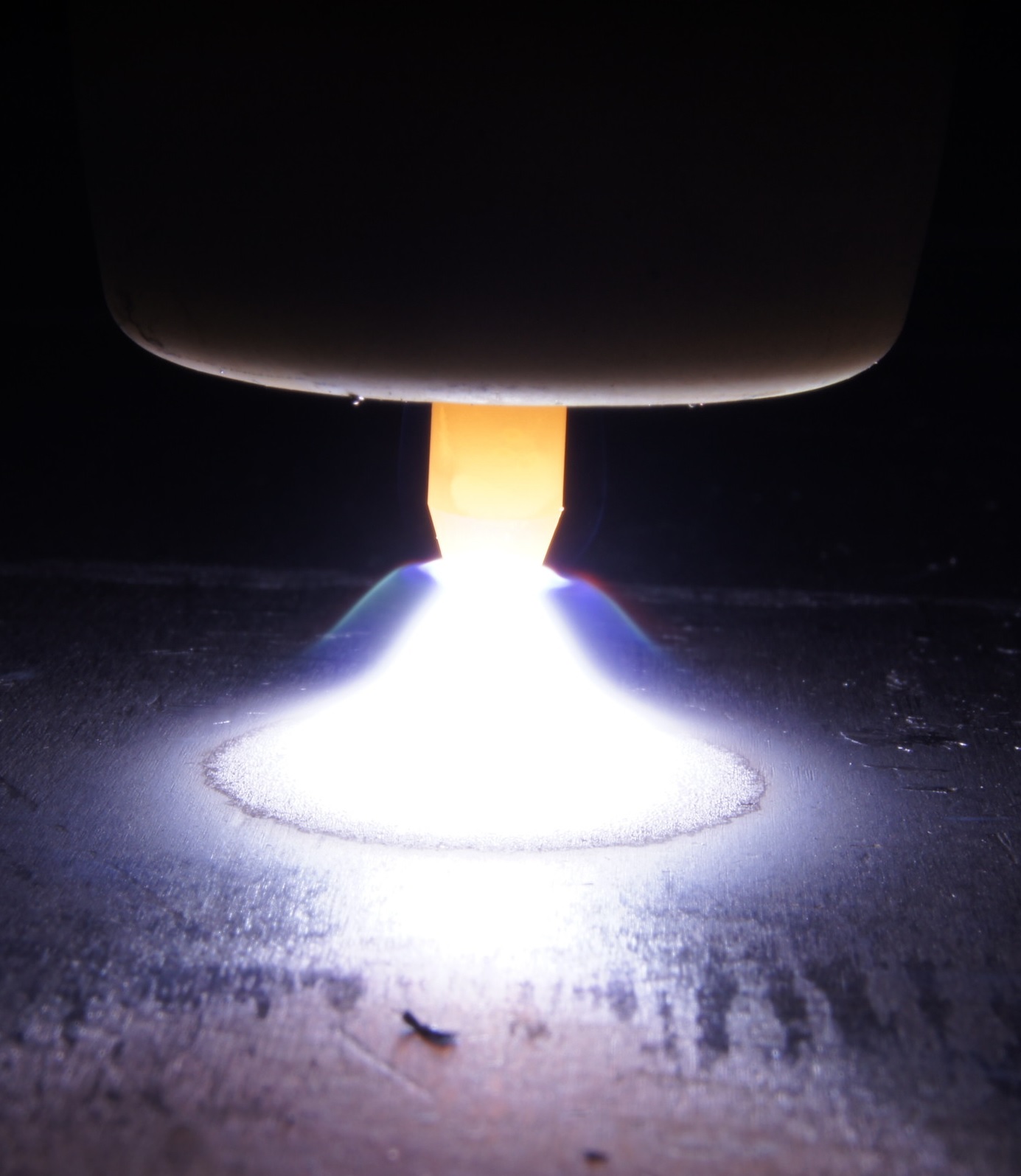
TIG welding is a process that enables top-quality weld seams. The arc burns between a temperature-resistant, non-melting tungsten electrode, and the workpiece. The inert shielding gas that gives the process its name creates an oxygen-free gas atmosphere and prevents chemical reactions with the liquid weld pool. This results in smooth, level, and non-porous weld seams. The filler metal is guided manually or using a wirefeeder.
TIG welding can be used for all metals that are suitable for welding. The biggest area of application here is stainless steels, and the processing of non-ferrous metals such as aluminum, copper, and brass. TIG is primarily used for root passes as the seams are smooth and non-porous, and can therefore withstand dynamic forces well.
Inert Shielding Gas
For TIG welding, reaction-free (inert) shielding gas is used. The gas atmosphere has a protective function, preventing chemical reactions with the liquid weld pool and the heated material. This guarantees high-quality weld seams.
The noble gases argon and helium, or a mixture of these gases, are used as shielding gases. Argon is used most frequently as it provides optimal conditions for ignition and ensures a particularly stable arc. Helium conducts heat more efficiently than argon and therefore ensures deep and wide penetration.
Tungsten Electrodes
The tungsten electrode is at the core of TIG welding. At 3380 degrees Celsius, tungsten has the highest melting point of any pure metal in the periodic table. This means the electrode can emit an arc that heats and liquefies the workpiece without itself melting away.
The electrodes are produced using a sintering process. They can also be alloyed using oxidic additives to improve their properties. The electrodes are color-coded according to the alloy used:
Tungsten/lanthanum oxide electrodes are colored blue
- Pure tungsten (WP) (green):
Flat, spherical electrode surface
Ignition problems with DC
Low current-carrying capacity - Thorium oxide (WT 20) (red):
Excellent ignition properties
Significantly higher current-carrying capacity than pure tungsten electrodes
Slightly radioactive (alpha emitters) - Cerium oxide (WC 20) (gray):
Similar properties to thorium
Non-radioactive - Lanthanum oxide (WL 20) (blue):
Longer service life than tungsten/thorium or tungsten/cerium oxide electrodes
Poorer ignition properties
High Frequency Ignition
One particular characteristic of TIG is that the arc can be ignited without contact. A series of fast high-voltage pulses cause a spark to jump across to the workpiece and the arc then stabilizes itself. High frequency ignition is extremely easy for the welder to handle. The electrode cannot stick to the workpiece, is not contaminated, and no tungsten inclusions are created in the seam.
You can read more about the advantages of the TIG process in the Fronius blog article “TIG Welding: Top-Quality Connections.”



60 Comments
Jerald Fernandes
22. May 2018 at 17:32Very nice to read these basics. Helps a lot
redakteur
23. May 2018 at 6:46Thank you! Great to hear that!
EARL LOWERY
18. June 2018 at 17:45Very helpful videos thank you
redakteur
19. March 2019 at 7:16Thank you!
Nathan Martin
16. March 2019 at 11:33I’m glad you shared this helpful information with us. Please keep us up to date like this. This is actually a good and useful piece of information. thank you for sharing.
redakteur
19. March 2019 at 7:17Thank you for your nice feedback! Glad you like these kind of blog posts!
James Johnson
14. September 2019 at 2:43Very helpful information. But we must focus on our safely first. Anyway thanks for sharing. Keep it up.
redakteur
13. July 2020 at 8:38Thank you for your feedback!
aman josh ji
16. May 2020 at 14:10love your post
redakteur
13. April 2021 at 9:18Thank you!
Creamy
25. June 2021 at 11:51Wonderful information ❤️
Oliver TIG
11. July 2020 at 16:14It is awesome to get to know about all the basics of Tig welding. Being a novice in this field i am highly thankful.
redakteur
13. July 2020 at 8:38Thank you very much!
Abandi
29. August 2020 at 19:46I love Tig Welding and I hope to make a career from it I am just 19 now and had an accident for not wearing a helmet. Anyhow this insight is meaningful Thanks.
redakteur
13. April 2021 at 9:19Thank you very much for your honest words!
jason
11. September 2020 at 14:46You have explained tig welding in a very clear way.
I am a newbie and I hope i will improve my skills with it. Good work!
redakteur
14. September 2020 at 7:40Thank you very much for your feedback!
Jimmy
30. September 2020 at 10:38Great explanation by you. it really helps beginners like me. Impressed by your work and hope you will definitely work like this in the future.
God bless you.
redakteur
15. October 2020 at 9:20Dear Jimmy, we are happy to hear that you like this blog article. We are trying to do our best to keep it up – for example with our basics article about MIG/MAG welding or about how to correctly apply the welding settings. I hope those are helpful too 🙂
jack
20. November 2020 at 11:07great You have explained tig welding in a very clear way.
redakteur
24. November 2020 at 8:28Thanks, Jack! We are happy to hear that you like it 🙂
Alisa
18. January 2021 at 15:36the great explanation you have cleared my confusion.
redakteur
19. January 2021 at 9:47Thank you very much, Alisa. Glad to hear that!
ketan
19. January 2021 at 6:08This is the perfect article for beginners, Thanks for the same.
Will be looking for further blog posts on how to choose tungsten?, Setting up like Gas flow, Current, Angle etc.
redakteur
19. January 2021 at 9:48Thank you very much for your feedback! There will be definitely more in the future… 😉
Hatim
1. March 2021 at 15:16Quite Informational Very Good. Keep up the good work.
redakteur
29. March 2021 at 7:27Thank you very much!
David
1. March 2021 at 15:18Very Good Article good work.
redakteur
29. March 2021 at 7:27Thank you very much!
sakib
23. March 2021 at 14:49Well, it’s good! Thanks for sharing such useful information, its really helpful. Keep posting…..
redakteur
29. March 2021 at 7:27Thank you very much for your feedback!
sakib
25. March 2021 at 7:05Love your site. My thanks for doing such a good job. I will come back to read more and inform my friends about your site.
redakteur
29. March 2021 at 7:28Thank you very much! Glad to hear that!
Dave Walker
10. April 2021 at 21:33Very nice article cleared some of my confusions. A great resource for tig welders indeed.
redakteur
13. April 2021 at 9:19Thank you very much!
Welding Services Hamilton
12. April 2021 at 13:01Hey thanks for posting this useful content on what is tig welding presented here, I really hope it will be helpful to many. I hope you keep update us with such great tips and information in future too. This is a great post; I will share as much as I can. Appreciative content!!
redakteur
13. April 2021 at 15:32Thank you very much for your nice and honest feedback. Really appreciate it!
redakteur
13. April 2021 at 9:26Thank you very much for your nice and honest feedback. Very glad to hear that!
Alade Pete
25. June 2021 at 11:41I’m so glad I stumbled upon this piece of beautiful write-up, how overwhelmed I am right now because this is part of my research work. I have read more about Tungsten Inert Gas Welding from different web pages but yours is more detailed and simple to understand, thanks so much for your wonderful information.
redakteur
28. June 2021 at 14:39Thank you very much for your kind feedback! Really appreciate it. Have a nice day!
Binary
25. June 2021 at 11:48Great write-up, thanks!
redakteur
28. June 2021 at 14:39Thank you very much!
Alex Hales
2. September 2021 at 16:43I am an industrialist and running 3 own factories but every time my factory machinery got broken or damage after some time. Can you suggest to me some good sort of welding equipment that is sufficient my all kind of welding issues and can run for a longer time?
Alex Hales
2. September 2021 at 16:44I found TIG Welder useful but i have not any idea that either it is last longer or not?
redakteur
6. September 2021 at 9:28Hello Alex! Can you please send us an email to socialmedia.welding@fronius.com ? We will get in touch with you. Thank you very much!
Fabrication In Jaipur
16. November 2021 at 10:21I am looking for some good blog sites for studying. I was searching over search engines and found your blog site this is very informative and helpful for complete to my topic.
thankyou so much for this article!!!
redakteur
3. December 2021 at 9:18Thank you very much for this nice feedback!
Aegean College
1. December 2021 at 19:23I think the admin of this web page is truly working hard for
his web site, because here every stuff is quality based information.
redakteur
3. December 2021 at 9:19Thank you very much for your feedback! Yes, we give our best to provide you high quality content!
Kelina Tursa
31. March 2022 at 16:44Hello!
Thanks for publishing this useful article on what is tig welding presented here, I really hope it will be helpful to novice welders. I hope you keep update us with such great tips and information in future too. Appreciative content!!
redakteur
4. May 2022 at 14:13Thank you very much for your nice feedback! Glad to hear you like our content!
William
24. April 2022 at 23:55No doubt, the admin and authors both are working hard to deliver quality information to us.
redakteur
28. April 2022 at 11:13Thank you very much! Yes – we try to give our best to provide you high quality information.
Planet
14. May 2022 at 12:38Great information, I am glad I stumbled upon this. Love it!
redakteur
16. May 2022 at 7:47Thank you very much for your feedback!
Lekki
11. June 2022 at 13:47This blog has unique content, Wow! I’ll definitely share this page with my friends. I love what I have read.
redakteur
13. June 2022 at 12:48Thank you very much for your nice feedback!
vexanshop
31. May 2024 at 0:33While perusing your content on this website, I found it to be highly informative! Please continue to share valuable insights.
Vexanshop
Shakunt Enterprises
4. July 2025 at 10:08This is a very informative blog that explains TIG welding in a clear and easy way. It’s great for anyone who wants to understand how TIG welding works, the advantages it offers, and where it’s best used. The section on precision and weld quality is especially helpful.
redakteur
7. July 2025 at 10:09Thank you very much for your comment. Kind regards!