Co znamená TIG? Proč se u tohoto procesu používá inertní plyn? A co má společného s wolframovou elektrodou?
Svařování je složité, ale pochopení jeho základů je naopak jednoduché. Seriál společnosti Fronius „Co je vlastně…?“ pomáhá porozumět svařování a získat přehled o základních pojmech.
Svařování metodou wolfram-inertní plyn
Svařování TIG je postup, který umožňuje dosáhnout nejvyšší kvality svaru. Oblouk hoří mezi teplotně stálou neodtavující se wolframovou elektrodou a svařencem. Inertní plyn vytváří plynnou atmosféru bez kyslíku a tekutou tavnou lázní zabraňuje chemickým reakcím. Díky tomu vznikají hladké a rovné svarové švy bez pórů. Přídavný materiál se přivádí ručně nebo prostřednictvím podavače drátu.
Svařování TIG lze použít pro všechny svařovatelné kovy. Nejširší možnosti použití jsou přitom u nerezavějících ocelí a při zpracování neželezných kovů, např. hliníku, mědi a mosazi. Proces TIG se používá především při svařování kořenových vrstev, protože svary jsou čisté a bez pórů a díky tomu dobře odolávají dynamickým silám.
…
Inertní ochranný plyn
Při svařování TIG se používá nereaktivní (inertní) ochranný plyn. Tato plynná atmosféra má ochrannou funkci. Zabraňuje totiž chemickým reakcím s kapalnou tavnou lázní a ohřátým svařencem a zaručuje tak vysoce kvalitní svarové švy.
Jako ochranné plyny se používají vzácné plyny argon, helium nebo jejich směs. Nejčastěji však argon, který optimalizuje zapalovací vlastnosti a zajišťuje mimořádně stabilní oblouk. Helium vede teplo lépe než argon a tím zajišťuje hluboký a široký průvar.
Wolframová elektroda
Základem svařování TIG je wolframová elektroda. Wolfram taje při 3 380 °C a má tak nejvyšší bod tání ze všech čistých kovů v periodické tabulce. Díky tomu se elektroda neodtavuje, když z ní vychází oblouk, který ohřívá a taví materiál.
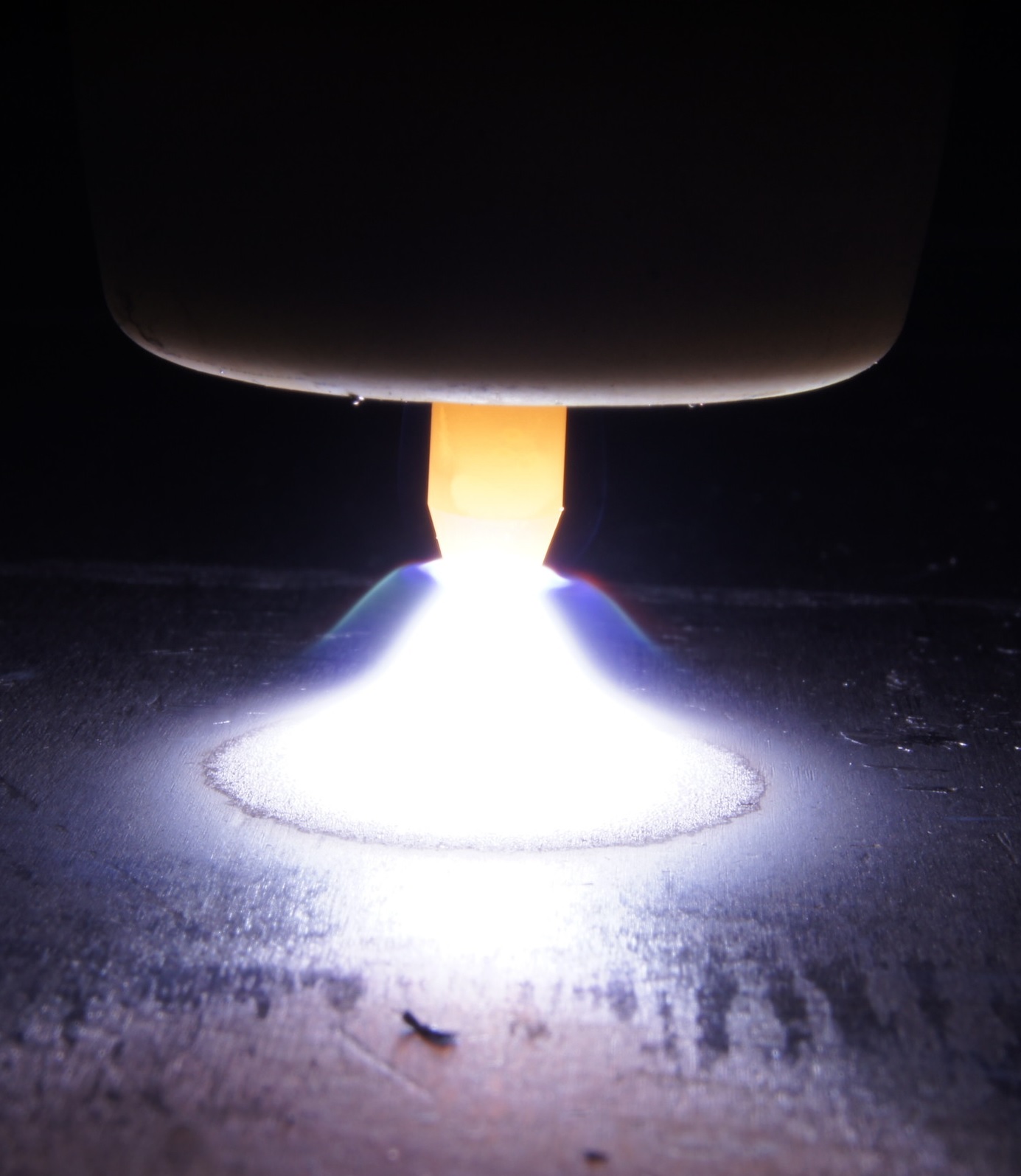
Oblouk TIG mezi wolframovou elektrodou a svařencem
Elektrody se vyrábějí spékáním. Pro zlepšení vlastností se legují oxidovými přísadami. Podle konkrétních slitin se označují různými barvami:
Wolframové elektrody s přísadou oxidu lanthaničitého
- Čistý wolfram (WP) (zelená): Hladký kulový povrch elektrody Problémy se zapálením u stejnosměrného proudu Nízká proudová zatížitelnost
- Oxid thoričitý (WT 20) (červená): Velmi dobré zapalovací vlastnosti Podstatně vyšší proudová zatížitelnost než u čistě wolframových elektrod Mírně radioaktivní (alfa zářič)
- Oxid ceričitý (WC 20) (šedá): Podobné vlastnosti jako thorium Není radioaktivní
- Oxid lanthaničitý (WL 20) (modrá): Delší životnost než u wolframových elektrod legovaných thoriem nebo oxidem ceričitým Horší zapalovací vlastnosti
VF zapalování
Zvláštností svařování TIG je to, že zapalování oblouku je možné provádět bezkontaktně. Rychle po sobě následující vysokonapěťové impulzy nechají přeskočit jiskru na svařenec a oblouk se stabilizuje. Pro svářeče je toto vysokofrekvenční zapalování velmi snadno ovladatelné. Elektroda se nemůže přilepit na svařenec, neznečistí se a ve svaru nevznikají žádné wolframové vměstky.
Další informace o výhodách procesu TIG najdete v článku „Svařování TIG: nejvyšší kvalita spojů“ na blogu Fronius.



Žádné komentáře