
Gokart ohne alles – also Fahrspaß auf die einfachste Weise? Oder doch eher die Luxuslimousine mit zahlreichen Fahrstabilisatoren, die selbst bei hohen Geschwindigkeiten noch einfach beherrschbar bleibt? Ebenso wie in der Automobiltechnik ist die Vielfalt an WIG-Schweißgeräten und deren Sonderfunktionen groß.
In Teil 1 der Reihe haben wir die Vorteile von Gleich- und Wechselstrom beim WIG-Schweißen differenziert sowie die Grundlagen des WIG-Impulsschweißens geklärt. Doch gerade die Pulsfunktion ermöglicht noch deutlich mehr Finetuning …
Duty-Cycle – für professionelles WIG-Pulsen
Wir hatten es bereits geklärt: Als Impulsschweißen bezeichnet man den kontinuierlichen Wechsel zwischen niedrigem Grundstrom und hohem Pulsstrom. Beim herkömmlichen WIG-Pulsen variiert der Schweißer lediglich die Frequenz – also wie oft pro Sekunde der Lichtbogen zwischen Hoch- und Niedrigstrom wechselt. Bei niedriger Frequenz erreicht man eine grobe Schuppung, bei hoher Pulsfrequenz eine feine Schweißnahtschuppung.
Will man das Impulsschweißen noch weiter professionalisieren, ist die Funktion Duty-Cycle bei WIG-Schweißgeräten der Oberliga das Maß der Dinge.
Denn mit Duty-Cycle kann das zeitliche Verhältnis von Pulsstrom zu Grundstrom prozentuell genau eingestellt werden. Aufheizen und Abkühlen des Schmelzbades wird somit genau gesteuert. Das Resultat ist die definierte Wärmeeinbringung: Je länger der Puls im Grundstrom verläuft, desto geringer ist die Wärmeeinbringung. Je länger im Hochstrom, desto heißer wird das Ganze. Die Nahtschuppung kann somit noch präziser variiert werden.
DC-Pulskurve hochpräzise: Die Steuerung der Pulsfunktion bei WIG-Schweißgeräten
Die Funktion Duty-Cycle lässt es bereits erahnen – WIG-Impulsschweißen kann viel mehr, als man denkt.
Je nach Einstellung der Parameter ergeben sich unterschiedliche Kurvenformen. Mitunter wird hier zwischen Rechteck Hart, Rechteck Weich und Sinus unterschieden. Diese drei Parametrierungen sind seitens der Entwicklung von Highend-WIG-Schweißgeräten vorgegeben und beeinflussen den Lichtbogen markant.
Der Schweißer steuert somit das Schmelzbad und die Nahtoptik noch präziser. Darüber hinaus kann das Flackern des Puls-Lichtbogens beeinflusst werden, wodurch die Belastung der Augen des Schweißers verringert wird. Auch akustische Unterschiede werden hervorgerufen – der Lärm wird reduziert.
Rechteck Hart
Bei dieser Parametrierung wird extrem schnell vom hohen Pulsstrom auf den Grundstrom umgeschaltet – und zurück. In der Grafik zeichnet sich das deutlich als „harter“ rechter Winkel ab.
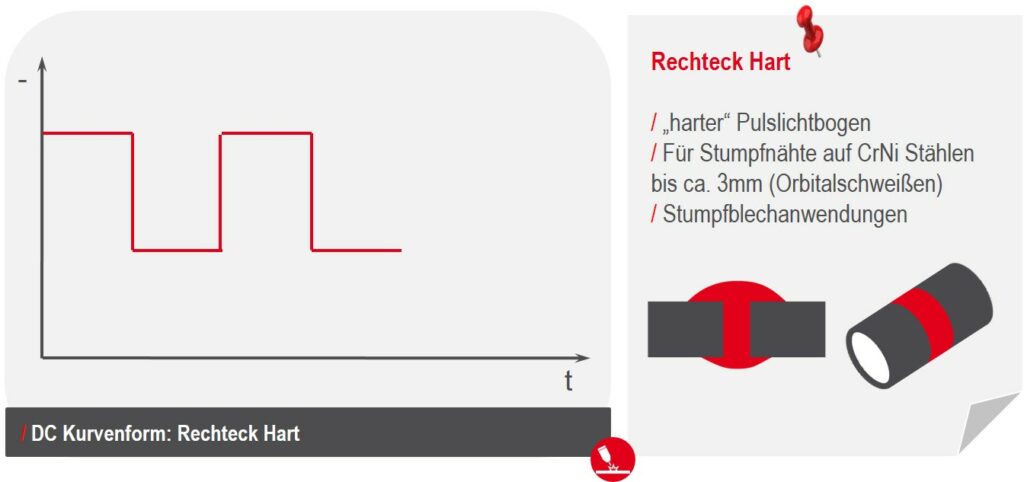
Auswirkung:
Auch akustisch verleiht das schnelle Umschalten dem Lichtbogen einen „harten“ Ton. Zudem wird dadurch ein schnelles Abkühlen sowie Aufheizen des Schmelzbades bewirkt. Und das nutzbare Ergebnis? Ein Vorfließen des Schmelzbades wird verhindert. Gleichzeitig entsteht guter Einbrand.
Anwendungsfelder:
hauptsächlich für Stumpfnähte bei Rohrverbindungen – ohne Zusatzwerkstoff bis zu einer Materialstärke von circa 3 mm
Rechteck Weich
Das Umschalten von Puls- und Grundstrom geschieht hier etwas verzögerter. In der Grafik zeigen sich die Ecken des Rechtecks nun abgerundet – also „weich“.
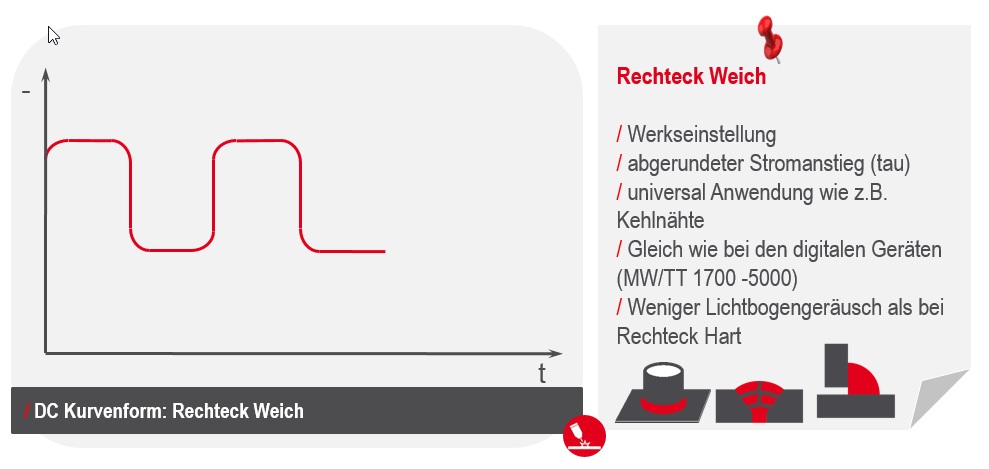
Auswirkung:
Die Akustik des Lichtbogens wird gleichfalls angenehmer – weicher.
Anwendungsfelder:
In der Praxis ist das die Universaleinstellung für Kehlnähte, Füll- und Decklagen.
Sinus
Der Stromwechsel geschieht völlig gleichmäßig und ausgewogen. Grafisch ergibt sich daraus eine Sinuskurve.
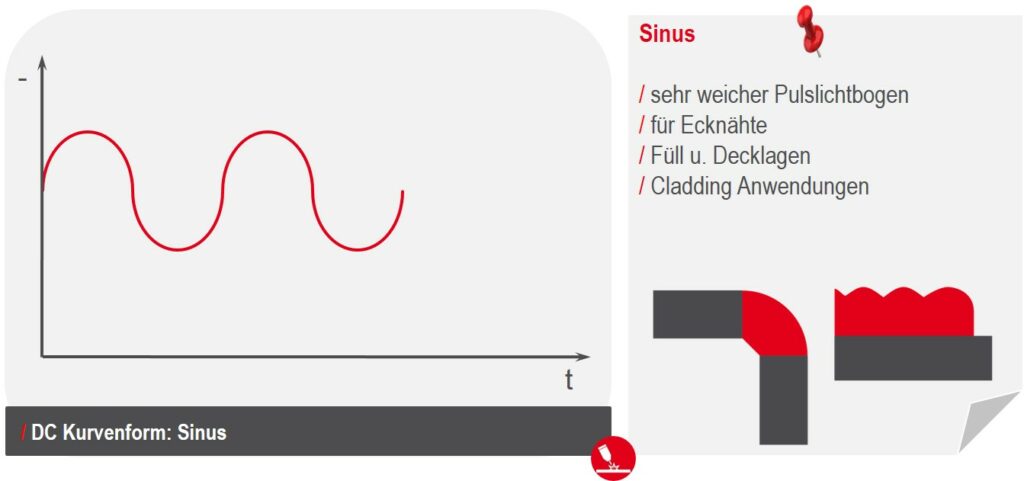
Auswirkung:
Der Lichtbogen wird sehr „weich“. Durch das langsame Absenken des Stroms ergibt sich ein höherer Wärmeeintrag. Das Schmelzbad kühlt nur langsam aus und erhitzt sich auch nur langsam. Das schöne „Ausfließen“ des Schmelzbades ist somit gegeben.
Anwendungen:
hauptsächlich bei Ecknahtverbindungen und Auftragsschweißungen
Unterschiedliche Kurvenformen beim AC-Schweißen auf WIG-Schweißgeräten
Die werksseitig vorgegebenen Parametrierungen beim WIG-DC-Pulsen – widergespiegelt in den unterschiedlichen Kurvenformen – lassen es bereits erahnen: Auch im Bereich AC-Schweißen gibt es die Möglichkeit, durch präzise Parametrierung den Wechselstrom zu beeinflussen.
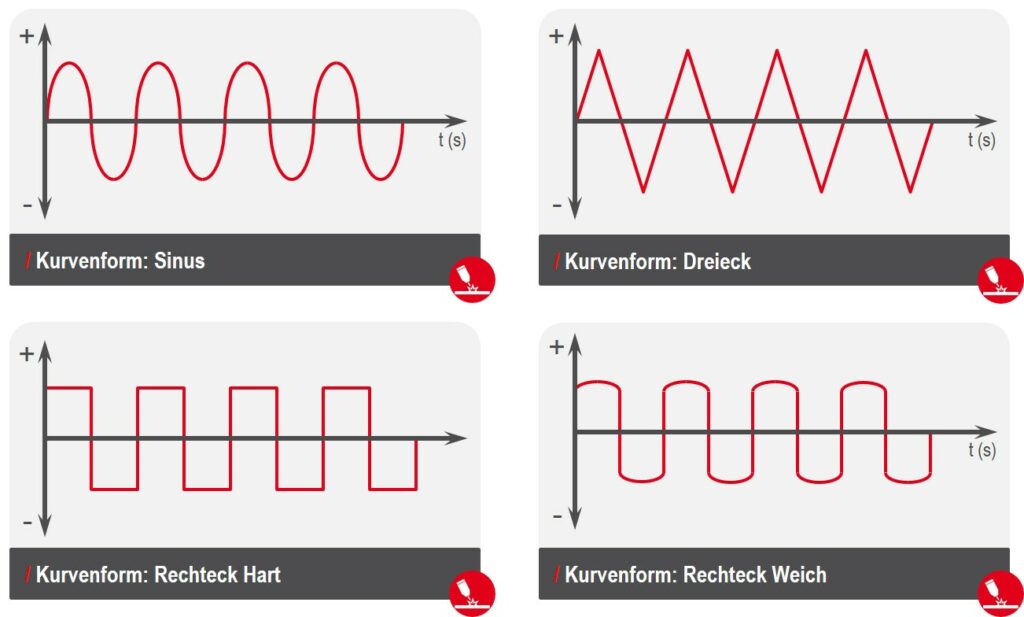
Variiert wird hier am WIG-Schweißgerät natürlich nicht die Stromstärke: Stattdessen ist es die Polarität – also der Wechsel zwischen Plus- und Minuspol –, die manipuliert wird. Somit ergeben sich ebenfalls wieder unterschiedliche Schweißeigenschaften …
Sinus
Der Wechsel vom Plus- zum Minuspol und wieder zurück geschieht sehr gleichmäßig und ausgewogen. Die grafische Darstellung dieser Halbwelle ergibt daher eine Sinuskurve.
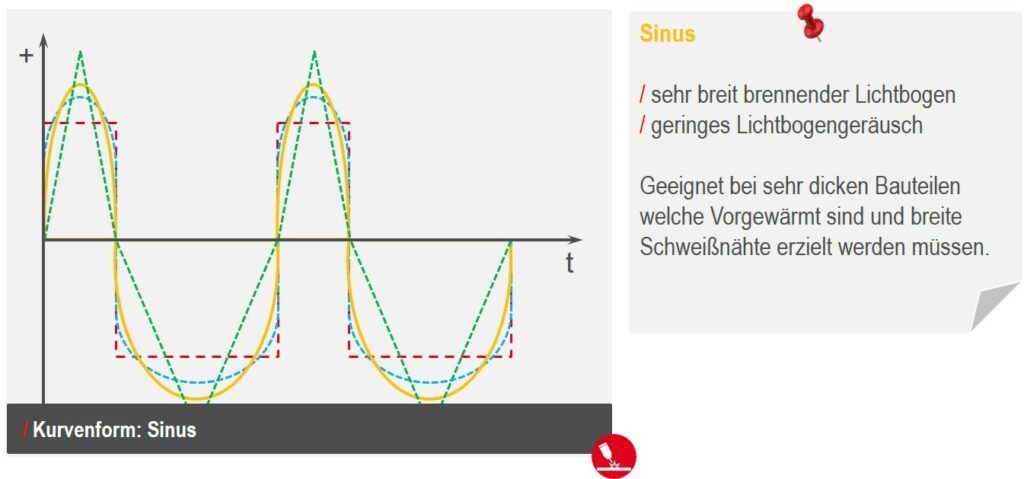
Auswirkung:
Es entsteht dadurch ein sehr angenehmes und ruhiges Lichtbogengeräusch. Der Lichtbogen brennt eher breit.
Anwendungen:
Diese Kurvenform ist bei sehr dicken Bauteilen, die vorgewärmt sind, geeignet, um breite Schweißnähte zu erreichen. Die Lautstärke des ohnehin lärmintensiven AC-Lichtbogens kann somit vor allem bei hohen Stromstärken gesenkt werden.
Rechteck Hart
Der Wechsel zwischen Plus- und Minuspol geschieht sehr schnell. Grafisch ergibt sich daraus ein hartes Rechteck.
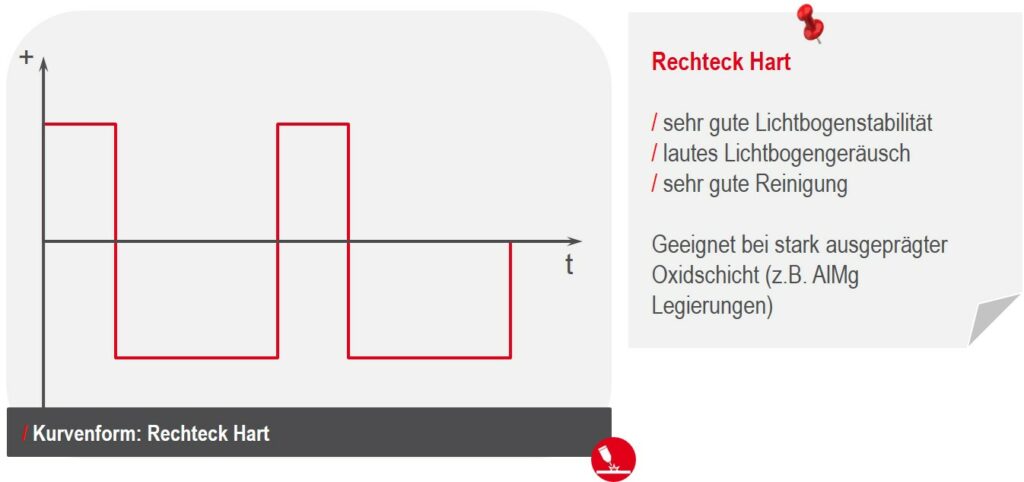
Auswirkung:
Ziel ist also ein extrem schneller Nulldurchgang der Halbwelle. Der Lichtbogen wird extrem stabil und gleichzeitig entsteht ein sehr lautes, „hartes“ Lichtbogengeräusch.
Anwendungen:
Dieser „harte“ Lichtbogen ist bei vielen Schweißern heute noch Standard, da sie ihn von jeher gewohnt sind und er gute Schweißeigenschaften mit sich bringt. Zudem kann der Lichtbogen bei stark ausgeprägten Oxydschichten vorteilhaft eingesetzt werden.
Rechteck Weich
Diese Kurvenform ist eine Weiterentwicklung von „Rechteck Hart“. Der Wechsel zwischen Plus und Minus findet also nicht ganz so abrupt statt wie bei der Funktion Rechteck Hart – und nicht so verzögert wie im Sinus-Modus. Grafisch dargestellt sind die Ecken des Rechtecks abgerundet, also „weich“.
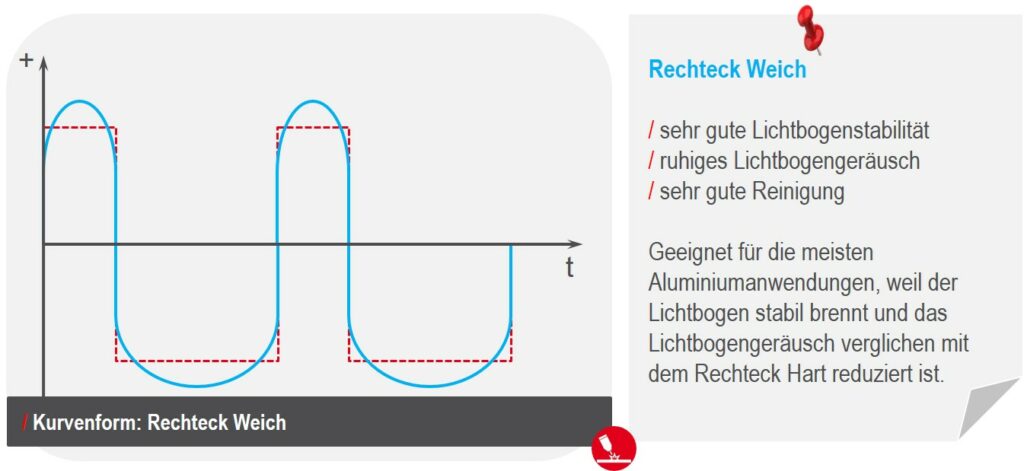
Auswirkung:
Der Lichtbogen kombiniert den Vorteil von Sinus mit dem Vorteil von Rechteck Hart. Daraus resultiert ein relativ stabiler Lichtbogen bei gleichzeitig relativ geringer/leiser Geräuschkulisse.
Anwendungen:
Aufgrund dieser Eigenschaften gilt die Option „Rechteck Weich“ bei WIG-Schweißgeräten auch als Universaleinstellung – bei unterschiedlichsten Schweißaufgaben.
Dreieck
Das Variieren des Stroms zwischen Plus und Minus wird absolut gleichmäßig auf die Zeit verteilt. Grafisch gesehen ergibt die Halbwelle daher ein Dreieck.
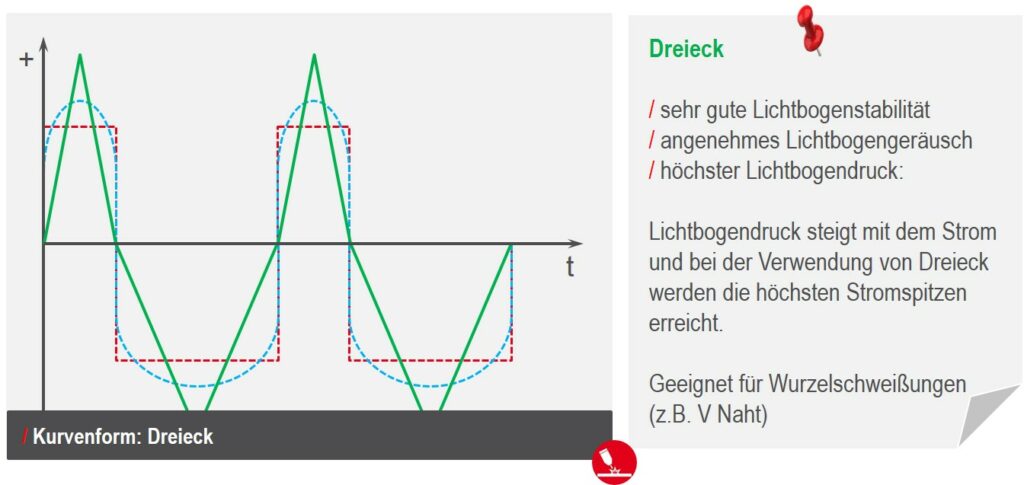
Auswirkung:
Der Nulldurchgang geschieht deshalb – im Vergleich zu den anderen Wellenformen – eher langsam. Allerdings wird durch die gleichmäßige Verteilung der Strom-Zeit-Fläche ein höherer Spitzenstrom erreicht, wenngleich der Strommittelwert gleich bleibt. Daraus resultiert wiederum besonders hoher Lichtbogendruck. Akustisch ist der Lichtbogen nur geringfügig lauter als die Sinus-Einstellung.
Anwendungen:
Durch den hohen Lichtbogendruck ist die Dreieck-Einstellung besonders gut für Wurzelschweißungen geeignet.
Hightechunterstützte WIG-Schweißgeräte auch bei Fronius
Sie sind an den vielfältigen und faszinierenden Prozesseigenschaften interessiert? Auch bei Fronius haben wir die vielfältigen Möglichkeiten rund um AC/DC-Feintuning (Kurvenformen), Duty-Cycle und Co in unsere WIG-Schweißgeräte integriert. Die Standards konnten wir somit in den letzten Jahrzehnten auf Höchstniveau heben.
Unser Geräte-Portfolio in Sachen WIG umfasst diesbezüglich Erstaunliches: vom handlichen Kompaktgerät über Multiprozessgeräte bis hin zur digitalen Hightech-Stromquelle. Mit der TransTig- sowie MagicWave-Serie können wir WIG-Profis begeistern!


1 Kommentar
Mokume
3. Februar 2022 um 21:53 UhrSuper 👍