
Svařování MIG/MAG je jeden z nejrozšířenějších svařovacích procesů vůbec. Ale co se za ním vlastně skrývá? Tento článek vám prozradí vše, co musíte o svařování MIG/MAG vědět – od výběru vhodných ochranných plynů a přídavných materiálů až po vlastnosti jednotlivých druhů oblouků.
MIG/MAG: Dvě varianty svařování v ochranném plynu
Svařování MIG/MAG se nazývá také svařování v ochranné atmosféře a patří k postupům využívajícím ochranný plyn. Tyto svařovací postupy zahrnují všechny obloukové svařovací procesy, u kterých se používají ochranné plyny na ochranu tavné lázně před nežádoucím kontaktem se vzdušným kyslíkem.
Při svařování MIG/MAG se vlastně jedná o dva rozdílné svařovací procesy: MIG znamená svařování kovů v inertním plynu (Metal Inert Gas). U tohoto postupu se používají inertní, tedy málo reaktivní ochranné plyny jako argon, helium nebo jejich směsi. MAG znamená svařování kovů v aktivním plynu (Metal Aktiv Gas). Při něm se k nosnému plynu, argonu, přidávají aktivní ochranné plyny, např. oxid uhličitý (CO2) nebo kyslík (O2). Jako ochranný plyn pro tavnou lázeň se však může použít také čistý CO2.
Kde se tato metoda používá?
Svařovací procesy MIG/MAG mají univerzální uplatnění. Používají se mimo jiné v kovozpracujícím průmyslu, při výrobě ocelových konstrukcí a nádrží, stavbě lodí i v automobilovém průmyslu. S procesy MIG/MAG je možné svařovat díly z různých materiálů nejrůznějších tlouštěk a tvarů. Svařování MIG je vhodné zejména pro neželezné kovy jako hliník, hořčík, měď a titan. Metodou MAG se svařují hlavně nelegované, nízkolegované a vysokolegované oceli.
Princip funkce svařování MIG/MAG
Při svařování MIG/MAG se používá stejnosměrný proud. Oblouk hoří mezi svařencem a tavící se drátovou elektrodou, která je zároveň nezbytným přídavným materiálem. Drátová elektroda je takříkajíc nekonečná. Pochází z cívky nebo bubnu a prostřednictvím pohonné jednotky se přivádí do kontaktní špičky. Volný konec drátu je poměrně krátký, proto je navzdory tenkým drátovým elektrodám možné používat vysoké hodnoty proudu.
Na základě konkrétních požadavků lze jako přídavné materiály použít buď plné, nebo takzvané trubičkové dráty. Při svařování MIG/MAG se většinou používají plné dráty. Ty se při výrobě válcovaného drátu vytahují na jmenovitý průměr. V případě trubičkových drátů se do pásu ve tvaru U v jedné z výrobních stanic vnáší práškové plnivo. Poté se pás uzavře přeložením nebo svařením. Použité plnivo různým způsobem ovlivňuje svařovací proces. Ochranný plyn pak proudí z plynové hubice, která obklopuje elektrodu. Jeho úkolem je chránit oblouk a tavnou lázeň před kontaktem se vzdušným kyslíkem.
Druhy oblouků
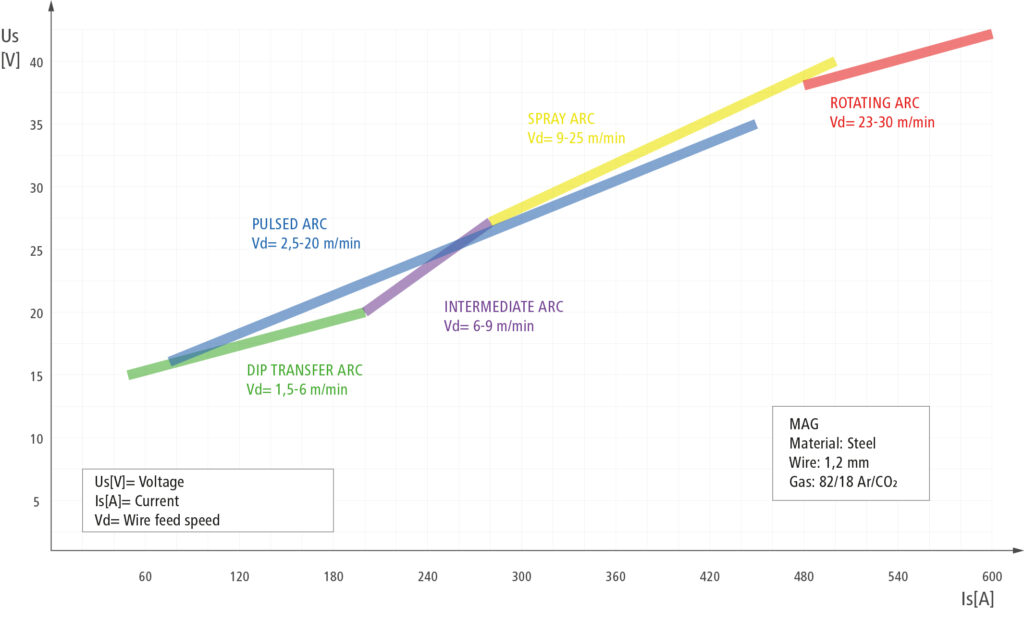
Základním předpokladem svařování MIG/MAG je oblouk. Ten vzniká v uzavřeném elektrickém obvodu mezi elektrodou a svařencem. Drátová elektroda má přitom téměř vždy kladnou polaritu. Během fáze oblouku přechází materiál tavící se elektrody dynamicky na svařenec. Tento přechod – a tím druh oblouku – závisí na napětí a rychlosti podavače drátu: Roste-li napětí a rychlost podavače drátu, zvětšuje se objem kapky a přechod materiálu je bezzkratový.
Rozlišujeme čtyři základní druhy oblouku, hranice mezi nimi jsou však plynulé. Při svařování MIG se používá většinou sprchový nebo pulzní oblouk. Svařování MAG je možné jak s krátkým a přechodovým obloukem, tak také s obloukem sprchovým a pulzním.

Krátký oblouk je oblouk ve spodní oblasti výkonu, to znamená s malým napětím a nízkou rychlostí drátu. Lze jím svařovat téměř ve všech polohách. Tvorba rozstřiků je malá a oblouk snadno kontrolovatelný. Je vhodný zejména pro svařování tenkých plechů a kořenových vrstev.
……..
……..
……..

U přechodového oblouku se v nepravidelných intervalech střídají zkraty a rozstřikové přechody. Přitom dochází ke zvýšené tvorbě rozstřiků – proto je lepší se tomuto typu oblouku podle možností vyhnout.
….
….
…..

Sprchový oblouk hoří trvale bez přerušení zkratu. Přídavný materiál přechází vysokou rychlostí v drobných kapkách do svařovací lázně. Oblouk způsobuje vysoký vnos tepla do svařence, vysoký odtavný výkon a hluboký průvar. Díky tomu je obzvlášť vhodný pro svařování silnějších plechů.
….
……..

U pulzního oblouku se přechod materiálu řídí pulzy, aby se vyloučily nežádoucí zkraty. Výsledkem je univerzálně použitelný oblouk s extrémně malým rozstřikem. Umožňuje svařování nejrůznějších druhů a tlouštěk materiálů ve vysoké kvalitě.
…
…
…

Rotující oblouk je mimořádně výkonný a na základě vysokého vnosu tepla vhodný pro svařování zvláště silných svařenců. Kapka se při uvolnění z drátové elektrody odklání do strany a přechází do tavné lázně otáčivým pohybem. Tato metoda je možná pouze v mechanizované podobě, oblast použití je proto omezená.
…
……

Kombinované oblouky se často skládají z pulzních a krátkých oblouků. Pulzní oblouk přitom vytváří potřebný průvar a vnos tepla, krátký oblouk zajišťuje lepší ovladatelnost tavné lázně. Tento druh oblouku se často používá při svařování v nucených polohách.
…
…
…
…
…
Výhody svařování MIG/MAG:
- Vysoký odtavný výkon
- Bez tvorby strusky
- Snadné zapálení oblouku
- Velmi vhodné pro mechanizované a automatizované svařování
- Vysoká rychlost svařování při dobré kvalitě svaru
- Dobře použitelné ve vynucených a náročných polohách
- Nízké náklady na přídavný materiál
Nevýhody svařování MIG/MAG:
- Omezená možnost svařování venku nebo v halách vystavených průvanu
- Citlivost na rez a vlhkost
- Náchylnost k porozitě a neprovaření
- Vysoké riziko tvorby rozstřiků
- Nižší kvalita svaru než při svařování TIG
Hledáte výkonný a kompaktní svařovací zdroj, který flexibilně a spolehlivě zvládne všechny svařovací procesy MIG/MAG? Pak se seznamte s našimi modely TPS/i.
Svařování je složité, ale pochopení jeho základů je naopak jednoduché. Seriál společnosti Fronius „Co je vlastně…?“ pomáhá porozumět svařování a získat přehled o základních pojmech. Další články seriálu:


Žádné komentáře