
Be it in the brewing trade or in cheesemaking, extremely strict legal requirements apply in the food and drinks industry. One hundred percent compliance with hygiene regulations is therefore of the utmost importance. In order to prevent germs and bacteria from taking up residence, welded joints must be as smooth as possible and, above all, non-porous. This is why the food and drinks industry relies on stainless steel, which is of course distinguished by its corrosion resistance and the fact that it is very easy to weld. In terms of hygiene, it meets the legal quality requirements for surface structure, hardness, heat resistance, and the cleanability of the material.
TIG welding is also required here, because truly non-porous, smooth weld seams can only be assured in combination with the TIG welding process and its extremely stable arc. The fact that seams produced with TIG are highly resistant to cracking also plays a role. However, there are some things to consider when TIG welding on stainless steel in the food and drinks industry: for example, temper coloration is to be avoided at all costs.
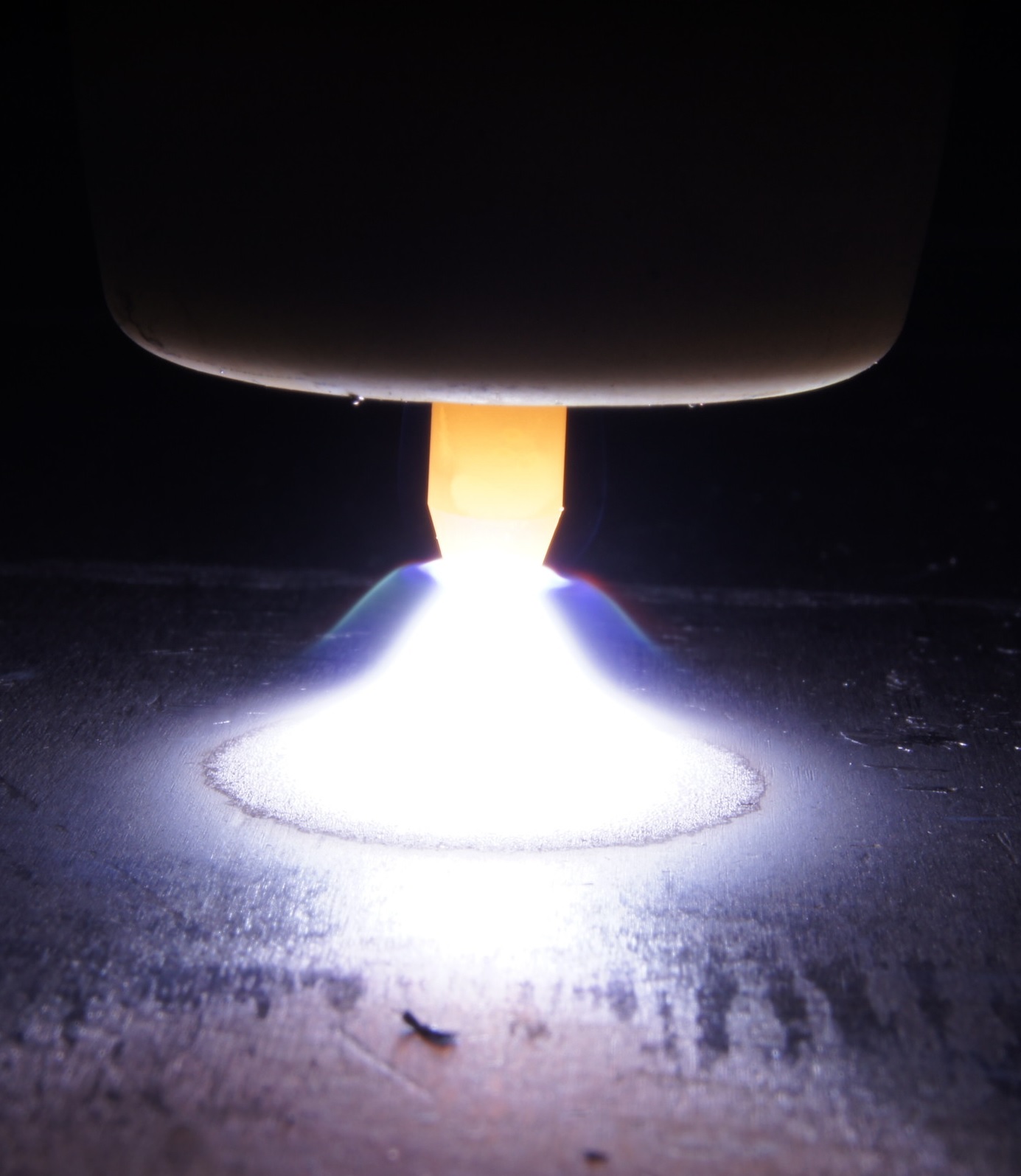
How is temper coloration produced during TIG welding?
Stainless steel forms an oxide layer, also called a passive layer. This is a surface protection film that prevents corrosion. However, this protective film can be damaged during welding where there is no oxidation protection (shielding gas). As a result, burnt, i.e., damaged oxide layers are formed, which are reflected in the form of temper coloration.
In this case, the sensitive passive layer has been damaged, which can lead to corrosion in the affected areas. The corrosion with its roughened surface in turn offers germs and bacteria the chance to take up residence. In order to prevent this, the gas flow rate and the gas post-flow time on the weld seam surface are of crucial importance when TIG welding on stainless steel.
For all TIG-joined stainless steel sheets, it is therefore important – especially in the food and drinks industry – to protect the sensitive oxide layer. However, for root passes in particular, and above all in container and pipeline construction, not only the weld seam surface but also the underside of the root must be suitably protected. Forming gas is used here, similar to shielding gas from the welding torch on the weld seam surface.
Forming in pipeline and container construction
Forming is an indispensable process in the food and drinks industry to prevent corrosion on the underside of the root. The forming gases used , for example Nitrogen (N2), Argon (Ar), or Argon-Hydrogen(H2) mixtures, displace (similar to the shielding gas from the welding torch on the top of the root) the atmospheric oxygen in the welding area. In addition, the shape of the root underside is optimized during welding, as it is formed much more smoothly and is virtually flawless, which saves a lot of rework. This ensures that pipes, containers, and storage containers – for example for breweries – end up with precisely manufactured, ultra-pure surfaces on the inside too.
In pipeline construction, the forming gases are often flushed through the whole workpiece or through the corresponding section of the circumferential weld being welded. For this purpose, special forming gas devices made of silicone are used that virtually seal off the pipe in order to fill the space with gas.
Similarly, in container construction or for pipes with larger diameters, trailing gas nozzles are used, which also flush the gas around the underside of the weld seam, but without having to completely fill the whole workpiece. It should be noted that even after the welding process is over, the forming process continues until the parent material has cooled down to below 200 °C (varies depending on the material).
Pipe forming gas devices:
Notwithstanding this optimization during the welding process, any remaining weld reinforcements on the underside of the root should as a rule be ground flush with the sheet metal. However, such reworking is often impossible with narrow pipes due to accessibility. Here too, the forming process provides ideal support in order to create surfaces that are as clean as possible. Some components that were not formed during welding cannot be reworked at all – and so have to be scrapped.
To summarize, forming is an absolute must in TIG welding in the food and drinks industry. When it comes down to it, the production of ultra-pure seams and stainless steel surfaces would be inconceivable without forming.
Root formed
Root unformed with temper coloration
Automated TIG welding in the food and drinks industry
The quality criteria for the food and drinks industry clearly also apply to mechanized TIG welding: ultra-pure surfaces and clean, smooth seam structures are of critical importance. The circumferential welds produced must also be flawless and, above all, be 100% reproducible in mechanized applications. Among these automated welding systems, a rough distinction is made between systems in which the welding torch moves around the component and systems in which the torch is fixed but the component is turned.
Welding Automation from Fronius also offers various successful systems for this purpose. For example, the Fronius FCW Compact system is ideal for pipe welding with a fixed welding torch. By contrast, the Fronius orbital welding system enables quick and easy pipe welding where the component is fixed and the welding torch can be moved.
Open welding head
Closed welding head
FCW Compact welding system with HMI system controls and remote control
Interested in knowing more about TIG welding?
Information on Fronius TIG welding systems can be found here.
You can also read about the basics of TIG welding in the Perfect Welding Blog article: What actually is TIG welding?
More information about mobile TIG welding systems can be found in the article: Five functions that a mobile TIG device should have.
More information about welding in the food and beverage industry can be found here.


36 Comments
Fabrication In Jaipur
15. November 2021 at 9:52I was more than happy to uncover this great site. I need to thank you for your time due to this fantastic read!! I definitely enjoyed every bit of it and I have you bookmarked to see new information on your blog.
redakteur
16. November 2021 at 8:39Thank you very much for your kind feedback! Glad to hear that.
our site
15. February 2022 at 21:26This was a nice and impressive post I really like it you do great work.
redakteur
16. May 2022 at 8:28Thank you very much!
James
20. February 2022 at 21:06I definitely enjoyed every bit of it and I have you bookmarked to see new information on your blog.Concrete contractors in Tacoma
redakteur
16. May 2022 at 8:57Thank you very much for your nice feedback!
Concrete Contractor
17. March 2022 at 20:25I need to thank you for your time due to this fantastic read!
redakteur
16. May 2022 at 9:32Thank you very much!
Carl
23. March 2022 at 20:59I personally like your site and the content you share. thanks for sharing.Plumbing Alameda, CA
interior painter
29. March 2022 at 21:19I need to thank you for your time due to this fantastic read!! I definitely enjoyed every bit of it and I have you bookmarked to see new information on your blog.
Concrete Contractros San Jose
31. March 2022 at 21:47Wow! I really like your article this is so an impressive idea.
redakteur
4. May 2022 at 14:11Thank you very much!
our site
3. April 2022 at 21:48Nice article. Thank you for sharing useful information.
redakteur
4. May 2022 at 14:10Thank you for your nice feedback!
commercial contractor kansas city
4. April 2022 at 22:01This was a nice and impressive post I really like it you do great work. Thanks for sharing!
redakteur
4. May 2022 at 14:09Thank you for this nice feedback!
pool deck detroit
17. April 2022 at 21:51Pretty! This is really a wonderful post. Thanks for providing this details.
Guest
21. April 2022 at 21:47I really loved it and thank you very much for sharing this with us. concrete olympia
Sheetrock contractor
24. April 2022 at 21:59I have expanded my knowledge very well through this quality stuff.
redakteur
28. April 2022 at 11:14So happy to hear that! That`s our main goal!
Concrete Repair
26. April 2022 at 21:55I definitely enjoyed every bit of it and I have you bookmarked to see new information on your blog.
redakteur
28. April 2022 at 11:11Thank you very much for this nice feedback!
Visit Us
25. May 2022 at 17:02The hygienic requirements of the food and beverage industry place high demands on the welds that hold tanks, pipes and vessels together.
Earthquake Insurance
25. July 2022 at 3:44This is really great and well-informative!
redakteur
9. August 2022 at 7:36Thank you very much!
Process Service Idaho
29. July 2022 at 2:30This is such a great find.
redakteur
9. August 2022 at 8:32Thank you!
Boise Affordable Dentures Near Me
10. August 2022 at 3:39You write impressively! Thank you for sharing this with us.
Emergency Dentist Sacramento
7. October 2022 at 10:27Thank you for sharing this
Ada-Schein online
28. November 2022 at 14:48Thanks for this article.
Tucson Elevator Repair
3. April 2023 at 14:53TIG welding is an excellent option for ensuring the safety and hygiene of food and beverage production. I believe that it’s a reliable method that should be considered for use in the industry to ensure that products are safe for consumption.
https://elevateexpress.com/
29. April 2023 at 12:21Thank you for the informative post! TIG welding is crucial in the food and drinks industry due to the strict legal requirements for hygiene compliance. Stainless steel, which is easy to weld and corrosion-resistant, is widely used in this industry to prevent germs and bacteria from taking up residence. However, for truly non-porous and smooth weld seams, TIG welding is required in combination with its extremely stable arc.
career coaching services
20. June 2023 at 6:19As someone who has worked in a brewery, I can attest to the strict hygiene regulations that are crucial in this industry. It’s fascinating to learn how TIG welding ensures non-porous and smooth weld seams, preventing germs and bacteria from finding a home. The use of forming gases to protect the sensitive oxide layer and achieve ultra-pure surfaces is truly innovative and necessary for maintaining the highest quality standards.
good dog training austin
2. October 2023 at 4:26Having worked briefly in a dairy plant in the past, I vividly recall the significance of precise TIG welding for ensuring hygiene. The detailed breakdown on the importance of protecting the sensitive oxide layer and the role of forming is enlightening. It underscores the critical nature of impeccable craftsmanship in the food and drinks industry.
concrete contractor
18. April 2024 at 18:45Thanks for the information you shared here.
Port Saint Lucie Concrete
31. March 2025 at 16:47This article highlights the importance of clean and precise TIG welding in the food and beverage industry, emphasizing its role in maintaining hygiene standards. It’s an insightful read for those interested in the intersection of welding technology and food safety.