Laser-Hybrid welding meets the high demands of industrial, large-scale series production, both for thin-sheet applications and with thicker materials. The welding process promises the shortest welding times to unlock the maximum productivity. When using Laser-Hybrid welding in series production, the low overall costs for the weld seam guarantee a high level of cost effectiveness.
What is Laser-Hybrid welding?
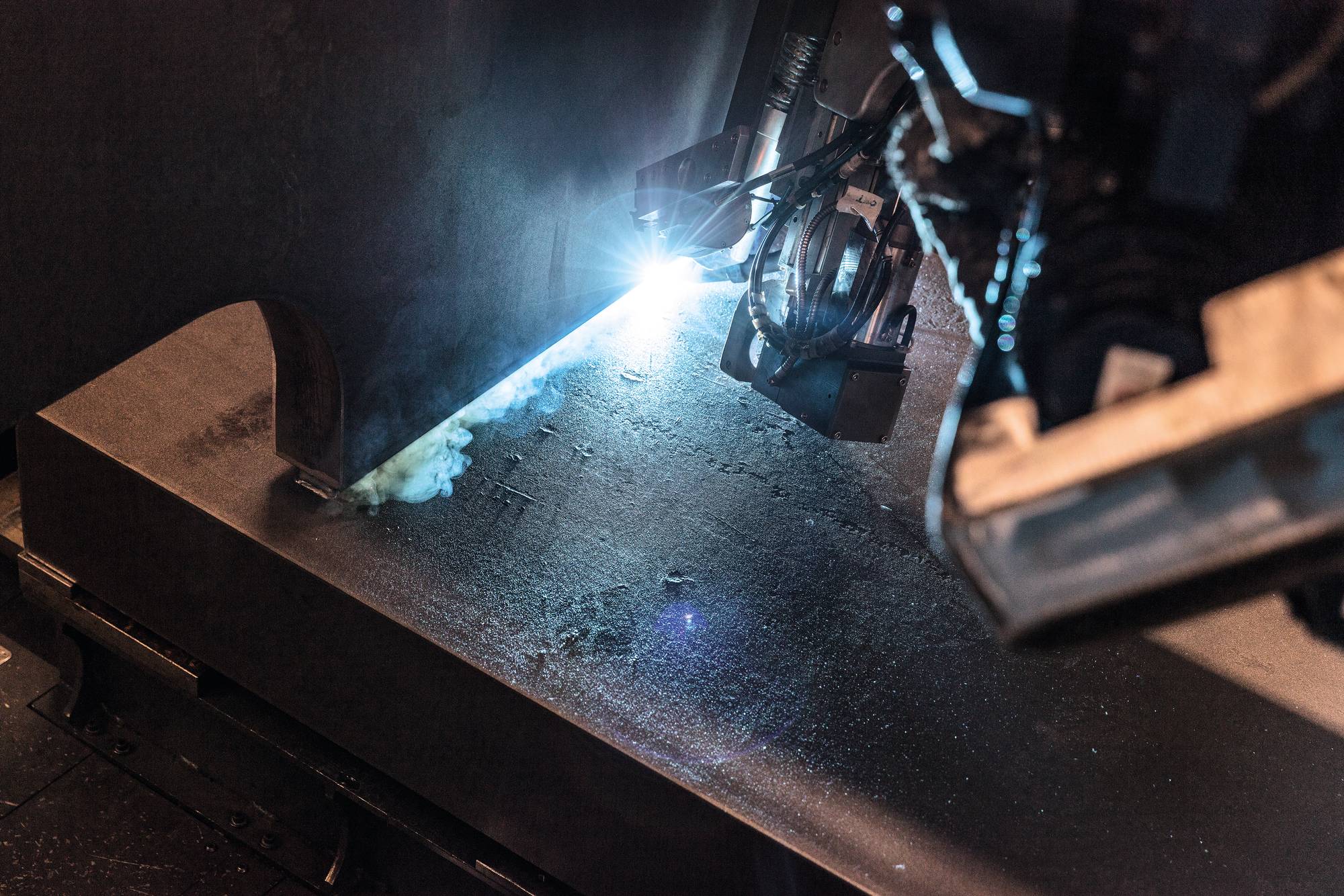
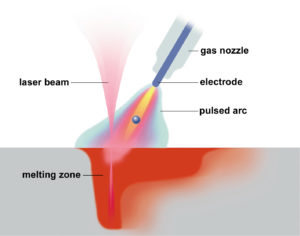
Laser-Hybrid welding is a combination of a laser process and an arc welding process, usually gas metal arc welding (GMAW). A focused laser beam and the GMAW arc work together in a shared weld pool. The filler material is introduced via the GMAW process. The latest developments in the field combine the laser process with a tandem GMAW process; in other words, with two GMAW arcs. The interaction between the laser process and the GMAW process creates an extremely stable welding process with a high deposition rate and a high degree of thermal efficiency.
What are the advantages of Laser-Hybrid welding?
The Laser-Hybrid process combines the advantages of both processes: the deep, narrow penetration, low heat input, minimal weldment distortion, high welding speed and stabilising effect of the laser coupled with the outstanding gap-bridging ability, simple feeding of filler material and targeted influence of the heat input of the GMAW welding process. The benefits for the user include achieving the highest possible welding speeds on considerable weld seam volumes, with minimum effort required when it comes to seam preparation. What is more, the welding results are practically flawless and time-consuming rework is usually not required. Laser-Hybrid welding therefore plays a significant role in reducing production costs.
What does a Laser-Hybrid system consist of?
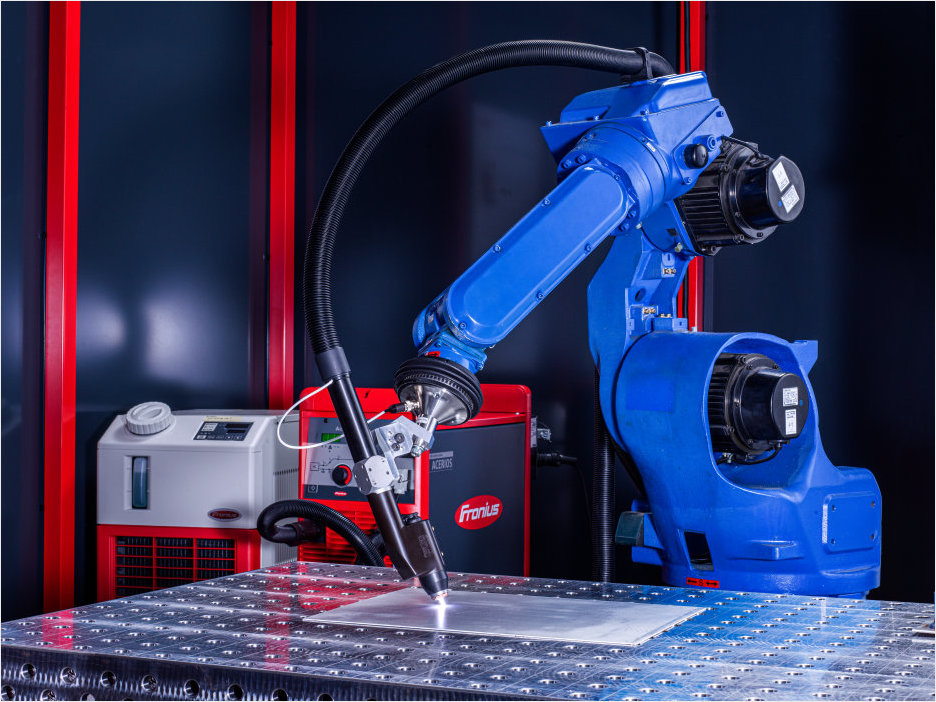
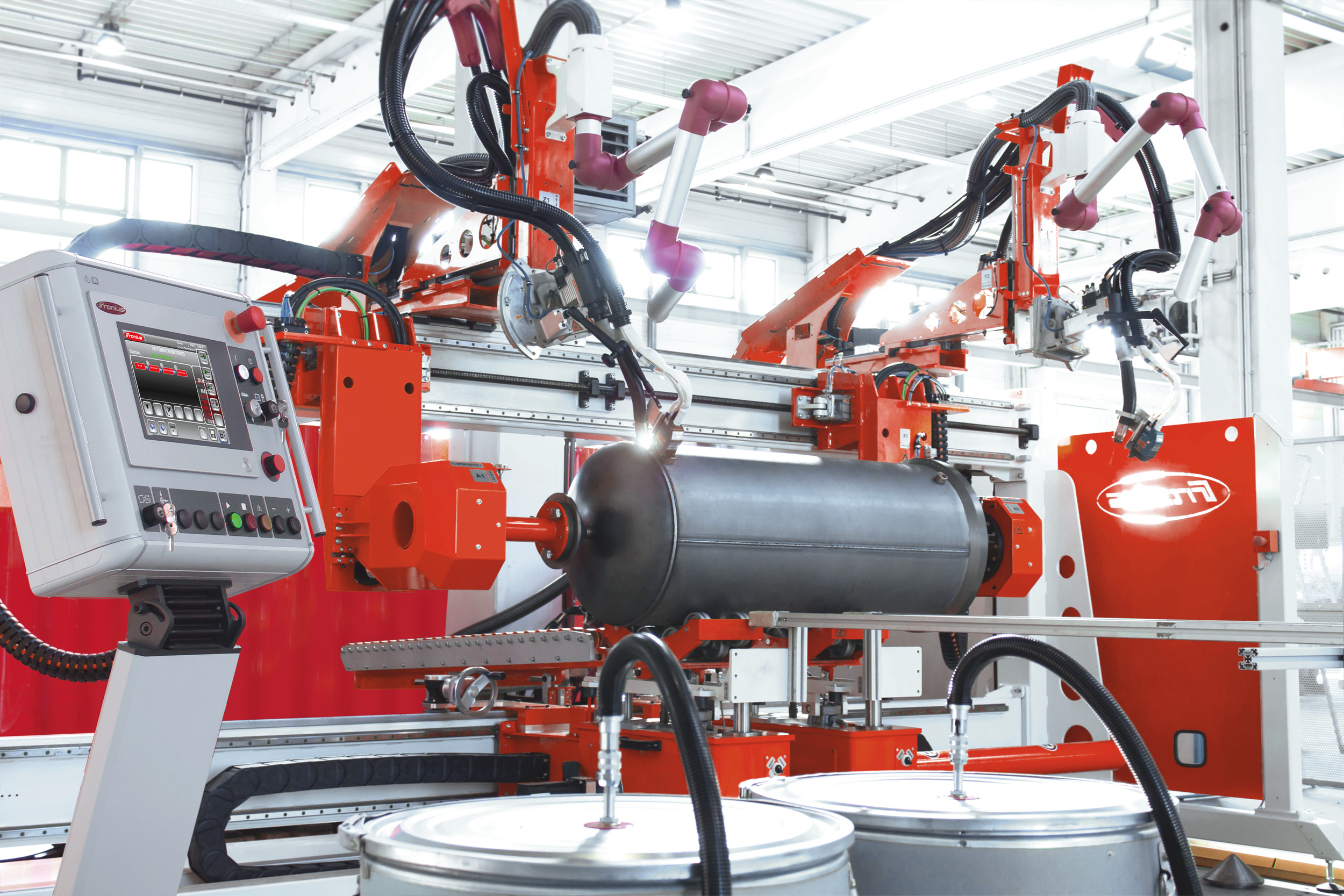
In addition to a digital MIG/MAG power source, a disk laser or fibre laser, and an industrial robot, the heart of the system is the compact Laser-Hybrid head with an integrated MIG/MAG welding torch and laser optics. A specially designed robot holder connects the Laser-Hybrid head to a standard industrial robot. This gives the Laser-Hybrid head the flexibility it requires to access difficult-to-reach areas of the workpiece. The welding wire can be placed in any position with respect to the laser beam, enabling the joining process to be adapted precisely. An essential feature of modern systems is the Crossjet unit, which protects the laser optics against contamination from spatter and welding fumes.
Comparison LaserHybrid and Tandem
Comparison LaserHybrid and MIG/MAG
Where is Laser-Hybrid being used?
The Laser-Hybrid welding process is ideal for joining thin-sheet metals up to roughly 3 mm thick in automotive series production, as well as for welding long plates up to around 10 mm thick in the shipbuilding industry. Depending on the thickness of the material, a welding speed of up to 7 metres per minute can be achieved. Laser-Hybrid welding heads specially optimised for applications in the automotive and shipbuilding sectors are also available.
Want to know more about Laser-Hybrid welding? Then simply contact our experts or visit our website.

6 Comments
Weldclass
10. April 2019 at 11:18We read your blog , share most useful information in blog .
redakteur
3. June 2019 at 8:16Thank you very much for your feedback. Glad to hear that!
Alphaweld
29. August 2022 at 16:21Great online article and an interesting read!
redakteur
30. August 2022 at 9:27Thank you very much!
teagannearly cam
13. May 2025 at 10:04Incredible points. Solid arguments. Keep up the great
effort.
redakteur
15. May 2025 at 8:39Thank you very much!