
Tandem welding represents a milestone in the history of gas metal arc welding (GMAW). Perfect welding quality and high productivity were key considerations in its development, since welding processes that fulfill these conditions are increasingly in demand.
But, what exactly is tandem welding? What advantages does the process offer and where is it used? How does it differ from double-wire welding?
Basics
The process involves high performance MIG/MAG welding using two wire electrodes. It is only used in fully automated (robot) applications, and is ideal for increasing welding speed as well as deposition rate. So how does it work?
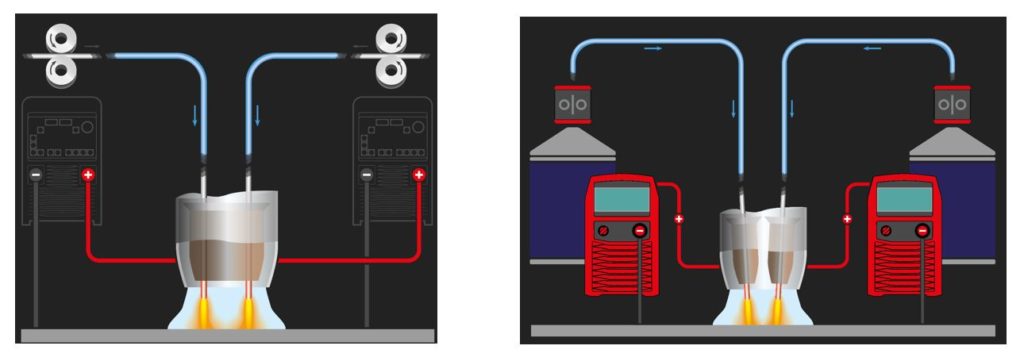
During tandem welding two wire electrodes are melted at the same time. These are routed through two electrically isolated contact tips, i.e., the potentials are separate. As a result, the arcs can be controlled independently and, despite differing outputs, can be precisely coordinated.
Differences between Double-Wire and Tandem Welding
Double-wire welding represents the very beginnings of welding using two wire electrodes (developed at Fronius around 25 years ago). Here, electrodes with the same potential (not electrically isolated) were used. These could either be fed into one single or two separate contact tips.
The disadvantages:
At the time of double-wire welding there were no suitable characteristics such as pulse or PMC (groundbreaking developments). Standard welding in the dip transfer arc used back then led to increased formation of welding spatter, which resulted in instability of the arc and fluctuating arc lengths. This produced other drawbacks in the process (e.g., adhesion of spatter on contact tip and gas nozzle).
Tandem Welding in Detail
Tandem welding is based on two independent welding systems that are synchronized with one another. The separate wire electrodes are fed into a single torch hosepack via separate wirefeeders – with a single gas nozzle and electrically isolated contact tips. Two arcs generate a single weld pool.
Both wire electrodes can be synchronized accordingly using a Twin Controller: start, phase shift of the material transfer (simultaneous control of droplet detachment is not possible without phase shift), etc. In addition, a wire electrode can be connected or disconnected. Welding can be performed in both directions.
This results in a high degree of flexibility: the process is much more stable allowing very high welding speeds (2 m/min +) to be achieved on thin sheets. For thick sheets, the process boasts a high deposition rate (22 kg/h +), which allows a significantly higher weld seam volume to be achieved.
The Advantages of Tandem Welding at a Glance
/
Two separate contact tips à each contact tip can be controlled
independently
/ Extremely high welding speeds (2 m/min +, depending on the welding position)
/ Extremely high deposition rate (22 kg/h +)
/ Can be used on thin and thick sheets
/ High potential for cost savings
/ Easy to operate
/ Different wire feed speeds possible between the lead (front) and trail (rear)
wire electrode
/ Synchronizing of both arcs promotes process stability
Application Areas
The process is highly versatile due to the high degree of flexibility and overall advantages. As such tandem welding has applications in the following industries: Yellow Goods (construction machinery), Commercial Transport (vehicle and rail vehicle construction), Automotive Industry (supply industry), and General Industry (container construction).


Examples: Welding in the construction machinery sector brings its own challenges. It is often necessary to switch between single wire and tandem welding: this can be done by swapping the torch body or simply disconnecting an electrode. This enables difficult to access parts to be welded, for example.
Welding challenges in the field of rail vehicle construction can also be addressed appropriately: in particular for the floor, wall, and roof structures of high-speed trains, very high welding speeds (extremely long weld seams) are required. Moreover, extruded profiles (usually made from aluminum) need to be joined with the least possible distortion, and the visible weld seams must represent outstanding quality – another benefit of the tandem process.
If you are looking for a welding system with the tandem process at its fingertips, look no further than our TPS/i TWIN Push System.
Welding is complex, but the basics are actually fairly easy to understand. The Fronius “What Exactly Is…?“ series helps to build an understanding of welding and its basic concepts. Other articles from the series:


1 Comment
LK
23. September 2023 at 5:19Thanks I was able to know the basic information on this tandem welding process, though it is not very popular or it may be that I have less knowledge about the welding related things.