Żadna inna metoda nie oferuje tak wytrzymałych spoin o świetnych właściwościach dotykowych i wizualnych, jak spawanie TIG. Ponadto, metoda spawania TIG ma wiele zastosowań: proces nadaje się do spawania wszystkich metali, cienkich blach, w położeniach wymuszonych i do warstwy graniowej spoiny. Podczas spawania nie powstaje żużel, materiał prawie nie ulega odkształceniom, a sam proces jest praktycznie bezodpryskowy. Zalety i szerokie spektrum zastosowania są widoczne jak na dłoni. Ale o czym należy pamiętać przy zakupie mobilnego urządzenia do spawania metodą TIG? Jakie funkcje są najważniejsze? Trzeba pamiętać o pięciu ważnych punktach:
…
…
1. Zajarzenie wysokiej częstotliwości
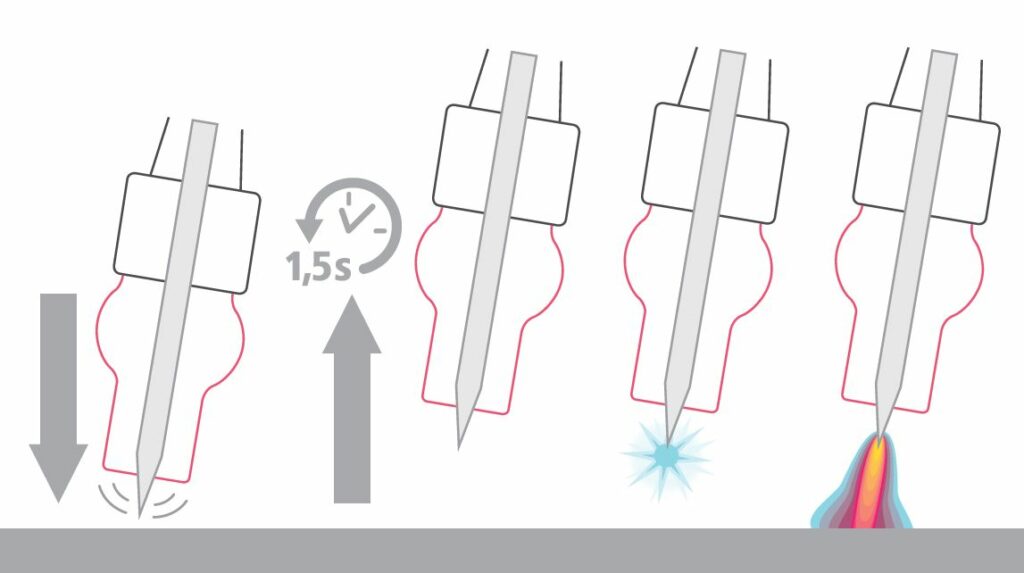
W przypadku spawania TIG stosuje się z reguły zajarzenie wysokiej częstotliwości (HF). Między elementem spawanym a elektrodą powstaje wówczas łuk spawalniczy, bez dotykania elektrodą elementu spawanego. W tym celu palnik spawalniczy ustawia się około dwóch milimetrów nad elementem spawanym. Naciśnięcie przycisku palnika powoduje zajarzenie łuku spawalniczego. Alternatywą jest zajarzenie stykowe: łuk spawalniczy pojawia się po dotknięciu elektrodą elementu spawanego. Istnieje jednak ryzyko zanieczyszczenia jeziorka spawalniczego wtrąceniami elektrody wolframowej. Jest to poważna wada szczególnie w przypadku prac spawalniczych wymagających precyzji, jak np. w przypadku techniki medycznej.
Do łatwego uzyskiwania zajarzenia w sprecyzowanym miejscu najlepiej nadaje się funkcja Touch HF. Dla spawacza jej zastosowanie jest zasadniczo identyczne z zajarzeniem stykowym: elektroda dotyka elementu spawanego. Po jej uniesieniu zaczyna upływać wcześniej ustalony czas wstępny. Potem następuje zajarzenie łuku spawalniczego dokładnie w miejscu uprzedniego styku elektrody z elementem spawanym. Żaden inny proces nie oferuje takiej kontroli nad zajarzeniem.
Istnieją systemy spawania, w których standardowo można przełączać się między zajarzeniem HF i Touch HF. W ten sposób można dobrać optymalne zajarzenie do zastosowania.
2. Funkcja sczepiania (TAC)
TAC to skrót od angielskiego słowa „tacking”, oznaczającego sczepianie. Jeżeli trzeba połączyć dwa różne elementy w jeden element spawany, najpierw trzeba je wstępnie połączyć podczas prac przygotowawczych. Prąd pulsujący wprawia w drgania jeziorko spawalnicze. Ułatwia to sczepianie bez spalenia krawędzi. Jeżeli funkcję TAC stosuje się w trybie spawania punktowego, to można uzyskać punkty sczepiania o jednakowych rozmiarach. Równomierność spoin punktowych znacznie ułatwia realizację dalszego procesu spawania. Kolejną zaletą funkcji TAC jest to, że zmniejsza ona ryzyko powstawania barw nalotowych, a w najlepszym przypadku takie barwy nie pojawiają się wcale, co oszczędza nawet 50% czasu — w porównaniu do konwencjonalnego sczepiania.
3. Prąd opadania
Prąd opadania jest używany tylko w przypadku spawania TIG 4-taktowego. 4-takt oznacza:
- krok: naciśnięcie przycisku palnika powoduje zajarzenie łuku spawalniczego prądem startowym.
- krok: zwolnienie przycisku rozpoczyna spawanie prądem spawania o pełnej wartości.
- krok: ponowne naciśnięcie przycisku powoduje obniżenie prądu łuku spawalniczego.
- krok: ponowne zwolnienie przycisku kończy spawanie.
Spawanie w trybie 4-taktowym jest bardziej ergonomiczne dla spawacza, który nie musi ciągle trzymać przyciśniętego przycisku palnika. Prąd opadania umożliwia spawaczowi dowolne zwiększanie lub zmniejszanie wartości prądu głównego w czasie spawania. Przede wszystkim w przypadku zmiany spoiwa w czasie spawania korzystne jest powolne obniżanie lub podwyższanie wartości prądu. Pomagają przy tym oba dodatkowe czasy opóźnienia „Slope 1” i „Slope 2”. Jeżeli z kolei konieczne jest spawanie przez punkt sczepiania, potrzebny jest prąd o wartości wyższej niż wartość prądu głównego. Potrzebne jest wyższe ciepło oddawane, ponieważ w tym miejscu materiał jest grubszy.
4. Tolerancja napięcia sieciowego
Funkcja Power Factor Correction (PFC) umożliwia kompensację wysokiej tolerancji napięcia sieciowego. Dzięki temu można optymalnie kontrolować wahania napięcia lub zbyt niskie napięcie wejściowe, jakie występują np. na placach budowy wskutek zastosowania dużej liczby rozdzielaczy, długich kabli zasilających lub generatorów. W zależności od systemu spawania, może on wykorzystać swoją pełną moc przy napięciu wejściowym o wartości niższej nawet o 30%. Jeżeli dostępne jest np. napięcie o wartości 160 V, maszyna wyposażona w technologię PFC może utrzymywać stałą wartość napięcia, tak że spawacz może spawać prądem o natężeniu 170 lub 210 A. Dzięki temu zawsze jest dostępna odpowiednia ilość energii do uzyskania stabilnego łuku spawalniczego.
5. Przyłącze TIG Multi Connector (TMC)
Oczywiście, różne urządzenia do TIG mają wiele innych funkcji: od automatycznego wyłączania aż po funkcję kontroli przepływu gazu. Właściwością łączącą wszystkie maszyny TIG jest spawanie elektrodowe. Ponieważ urządzenia bazują na responsywnych inwerterach cyfrowych, zapewniają idealną charakterystykę wyjściową dla obu procesów. Przy tych wszystkich możliwościach — jakich funkcji absolutnie nie może zabraknąć w Twoim systemie spawania?
Szukasz systemu TIG? Rzuć okiem na nowy TransTig 170/210 firmy Fronius. To system mający wszystkie niezbędne funkcje i więcej, wliczając w to 40% cykl pracy i zasilanie napięciem sieciowym w zakresie 96–265 V.



Brak komentarzy