Žádná jiná metoda nenabízí stabilnější a na dotek i na pohled kvalitnější svarové švy než svařování TIG. Toto svařování se navíc vyznačuje širokými možnostmi použití: Proces je vhodný pro všechny kovy, tenké plechy, nucené polohy i kořenové vrstvy. Kromě toho při svařování nevzniká struska, materiál se téměř nedeformuje a celý proces probíhá prakticky bez rozstřiků. Výhody a spektrum použití jsou tedy nasnadě. Ale na čem záleží, pokud byste si mobilní přístroj TIG chtěli pořídit? Které funkce jsou nejdůležitější? Je třeba dát pozor na pět věcí:
…
…
….
1. Vysokofrekvenční zapalování
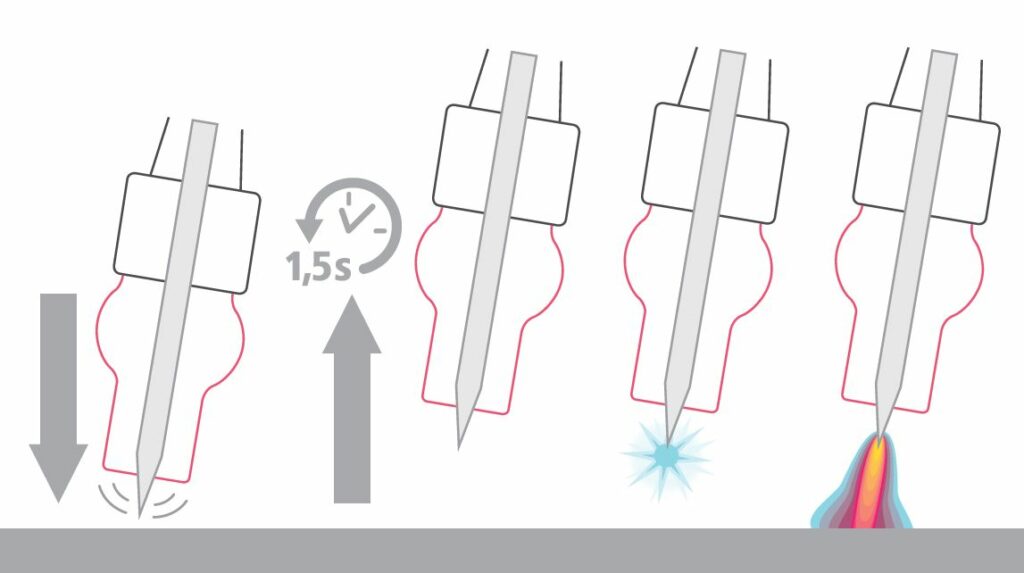
Při svařování TIG se zpravidla používá vysokofrekvenční zapalování (HF), kdy vzniká oblouk mezi svařencem a elektrodou, aniž by se ale svařenec elektrody dotkl. Svařovací hořák se proto umístí asi dva milimetry nad svařenec a po stisknutí tlačítka hořáku se zapálí oblouk. Jako alternativa se nabízí kontaktní zapalování, kdy se oblouk se zapálí při dotyku svařence elektrodou. Přitom však existuje nebezpečí, že se tavná lázeň znečistí vměstky wolframové elektrody. To je závažným nedostatkem zejména při citlivých svařovacích pracích, např. u lékařské techniky.
Pro snadné a cílené zapálení se nejlépe hodí funkce Touch HF. Svářeč přitom postupuje v podstatě stejně jako při dotykovém zapalování, kdy se musí dotknout svařence elektrodou. Po jejím nadzvednutí začíná plynout předem nastavená doba náběhu. Pak se oblouk zapálí přesně na tom místě, kde se předtím elektroda svařence dotkla. Větší kontrola při zapálení už není možná.
Existují svařovací zdroje, které standardně umožňují přepínat mezi vysokofrekvenčním a dotykovým zapalováním. Díky tomu je možné zvolit optimální zapalování pro každý konkrétní případ.
2. Funkce stehování (TAC)
TAC je zkratka anglického slova tacking, tedy přistehování. Pokud chceme ke svařenci přivařit dva různé díly, musíme je v rámci přípravy nejprve připevnit. Působením pulzních proudů se rozkmitá tavná lázeň a tím se usnadní stehování dílů, aniž by se opalovaly hrany. Pokud se funkce TAC používá v režimu bodování, je možné dosahovat stále stejně velkých bodů stehování. Tato rovnoměrnost svařovaných bodů zjednodušuje hlavně převařování. Další výhodou funkce TAC jsou jen nepatrné, v nejlepším případě dokonce vůbec žádné náběhové barvy. Díky této funkci se navíc v porovnání s běžným stehováním ušetří až 50 procent času.
3. Snížený proud
Snížený proud se používá jen při svařování TIG v režimu 4takt. Režim 4takt znamená:
- takt: Stisknutím tlačítka se zapálí oblouk se startovacím proudem
- takt: Uvolněním tlačítka začíná svařování s plným svařovacím proudem
- takt: Opětovné stisknutí tlačítka zahájí snižování oblouku
- takt: Opětovné uvolnění tlačítka ukončí svařování
Svařování v režimu 4takt je pro svářeče ergonomičtější, protože nemusí rukou trvale tisknout tlačítko hořáku. Snížený proud zase umožňuje libovolně snižovat a zvyšovat hlavní proud během svařovacího procesu. Především při změně přídavného materiálu v průběhu svařování je účelné snižovat, popř. zvyšovat proud pomalu. Využívají se přitom dvě dodatečné doby zpoždění Slope 1 a Slope 2. Pokud se naopak musí některý bod stehování převařit, je nutné použít vyšší než nastavený hlavní proud. Je třeba větší vnos tepla, protože materiál na tomto místě je silnější.
4. Tolerance síťového napětí
Funkce Power Factor Correction (PFC) umožňuje vyrovnat vysokou toleranci síťového napětí. Díky tomu lze optimálně kontrolovat kolísání napětí, resp. příliš nízké vstupní napětí, ke kterému dochází například na staveništích v důsledku použití vícenásobných rozdělovačů, dlouhých síťových kabelů nebo generátorů. V závislosti na typu mohou svařovací zdroje pracovat na plný výkon dokonce i při vstupním napětí nižším o 30 procent. Pokud je dostupné pouze napětí 160 V, udrží je zařízení s technologií PFC natolik konstantní, že svářeč může přesto svařovat s proudem 170 A, resp. 210 A. Díky tomu je k dispozici stále dostatek energie pro zajištění stabilního oblouku.
5. Přípojka TIG Multi Connector (TMC)
Jednotlivé svařovací zdroje TIG samozřejmě nabízejí mnoho dalších funkcí, od automatického vypnutí až po zkoušku plynu. Funkce, kterou mají navíc všechny přístroje TIG společnou, je elektrodové svařování. Protože tyto přístroje jsou založeny na digitálním rezonančním invertoru, je k dispozici také ideální výchozí charakteristika pro oba procesy. Které funkce ale nesmí svařovací zdroj v žádném případě postrádat?
Hledáte přístroj TIG? Pak se podívejte na nový svařovací zdroj TransTig 170/210 od společnosti Fronius. Zařízení se všemi nezbytnými funkcemi a ještě něčím navíc: 40% dovolené zatížení a síťové napětí 96 V až 265 V.


Žádné komentáře