Aucun autre mode opératoire ne garantit des soudures aussi stables et de qualité en termes d’aspect et de finition que le soudage TIG. En outre, il est adapté à une large gamme d’applications. Ce procédé peut être utilisé pour tous les métaux, les tôles fines, les positions de contrainte et les passes de fond. Lors du soudage, aucune scorie ne se forme, le matériel se déforme à peine et le process est réalisé pratiquement sans aucune projection. Les avantages et la vaste gamme d’application sont évidents. Mais quels éléments importent lors de l’achat d’un générateur mobile TIG ? Quelles sont les fonctions particulièrement incontournables ? Il faut veiller à cinq points essentiels:
…
…
1. Amorçage haute fréquence
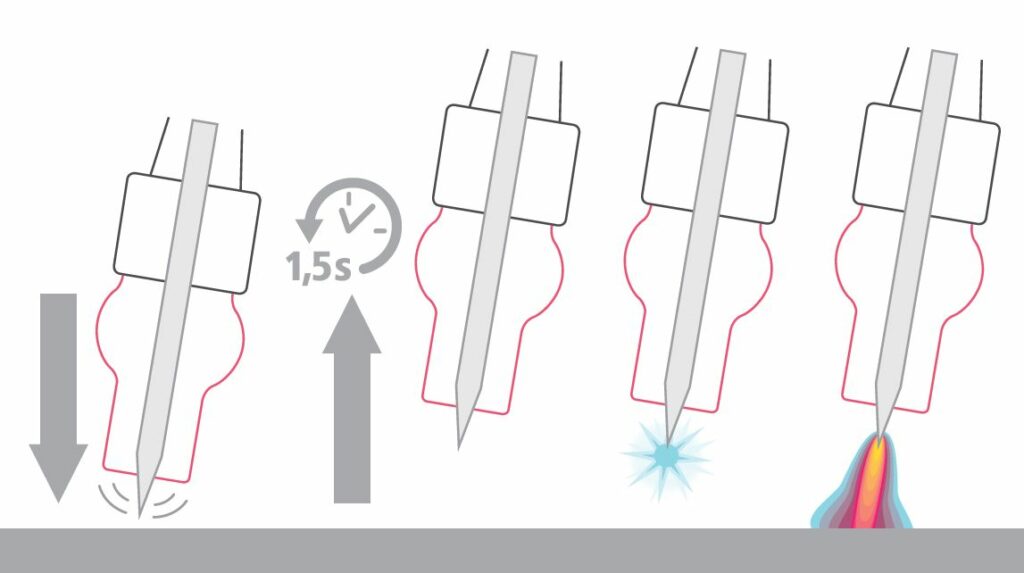
En règle générale, l’amorçage haute fréquence (HF) est utilisé lors du soudage TIG. Un arc électrique apparaît entre la pièce à souder et l’électrode, sans que la première n’entre en contact avec la seconde. Pour ce faire, la torche de soudage est positionnée à environ 2 millimètres au-dessus de la pièce à souder. Lorsqu’on actionne la gâchette de torche, l’arc électrique s’amorce. L’amorçage par contact constitue une alternative : l’arc électrique apparaît lorsque l’électrode entre en contact avec la pièce à souder. Cependant, le bain de fusion risque de se polluer en raison de l’électrode en tungstène, ce qui représente un inconvénient important lors de travaux de soudage sensibles, comme dans le cadre de la technologie médicale.
La fonction Touch HF convient parfaitement à un amorçage simple et positionné de manière ciblée. Pour le soudeur, le déroulement est identique à celui de l’amorçage par contact. La pièce à souder entre en contact avec l’électrode. Après le retrait, le pré-gaz défini démarre, puis l’arc électrique s’amorce exactement à l’endroit où l’électrode était auparavant entrée en contact avec la pièce à souder. L’amorçage est totalement contrôlé.
Il existe des installations de soudage de série sur lesquelles il est possible d’alterner entre les amorçages haute fréquence (HF) et Touch HF, ce qui permet de choisir l’amorçage le plus adapté à l’application.
2. Fonction de pointage (TAC)
TAC signifie « tacking » en anglais, c’est-à-dire pointer. Si l’on souhaite assembler deux composants différents à une pièce à souder, ces derniers doivent être fixés lors de la préparation. Le bain de fusion est mis en vibration au moyen de courants pulsés, ce qui facilite l’assemblage des pièces et raccourcit la durée de pointage. Si le pointage TAC est utilisé en mode de soudage par points, il est possible d’obtenir des points de taille identique. La régularité des points de soudure facilite considérablement le soudage. Le pointage TAC présente un autre avantage : la fonction de pointage permet d’obtenir très peu voire aucune coloration de ZAT et d’économiser jusqu’à 50 % de temps comparé au pointage habituel.
3. Courant d’évanouissement
Le courant d’évanouissement n’est utilisé que lors du soudage TIG 4 temps. Le soudage en 4 temps correspond à:
- Temps : l’arc électrique s’amorce avec un courant d’amorçage lorsque l’on appuie sur la gâchette de torche.
- Temps : lorsque l’on relâche la gâchette, le process de soudage démarre à pleine intensité de soudage.
- Temps : lorsque l’on appuie à nouveau sur la gâchette, l’arc électrique commence à diminuer.
- Temps : lorsqu’on relâche à nouveau la gâchette, le process de soudage prend fin.
Le soudage en mode 4 temps est plus ergonomique pour le soudeur : ce dernier n’a pas besoin d’enfoncer en permanence la gâchette de torche à la main. Lors du process de soudage, le courant d’évanouissement permet au soudeur d’augmenter ou de diminuer le courant principal. Il est très pratique de pouvoir réduire ou augmenter lentement le courant lors du process de soudage, notamment au cours du changement de matériau d’apport. Les temps de retard « Slope 1 » et « Slope 2 » sont également d’une aide précieuse. Cependant, si un point doit être soudé, un courant plus élevé que le courant principal réglé est nécessaire, ainsi qu’un apport d’énergie supplémentaire car le matériau est plus résistant à cet endroit.
4. Tolérance de la tension du secteur
La Power Factor Correction (PCF) compense la tolérance de la tension du secteur. Cela permet de contrôler de manière optimale les variations de tension ainsi qu’une tension d’entrée trop faible, par exemple sur des chantiers, en raison des multiprises, des longs câbles secteurs ou lors de l’utilisation de générateurs. En fonction des installations de soudage, même avec une tension d’entrée réduite de 30 %, les appareils peuvent continuer à fonctionner à pleine puissance. Si, par exemple, seuls 160 V sont disponibles, la technologie PFC permet à la machine de maintenir la tension à un niveau constant pour que le soudeur puisse tout de même souder avec 170 ou 210 ampères. Ainsi, l’arc électrique stable dispose toujours de suffisamment d’énergie.
5. Multi connecteur TIG (TMC)
Les différents appareils TIG proposent encore de nombreuses autres fonctions : de l’arrêt automatique jusqu’à la fonction de contrôle gaz. Le soudage à l’électrode est une propriété commune à toutes les machines TIG. Puisque les appareils se basent sur un onduleur à résonance numérique, les deux process bénéficient d’une caractéristique de sortie remarquable. Parmi toutes ces possibilités, quelles sont les fonctions absolument nécessaire à une installation de soudage?
Vous êtes à la recherche d’un appareil TIG ? Découvrez le nouveau TransTig 170/210 de Fronius : une machine qui dispose de toutes les fonctions incontournables et bien plus : un facteur de marche de 40 % et une alimentation en tension de 96 V à 265 V.

Aucun commentaire