Ningún otro proceso ofrece cordones de soldadura más estables ni que presenten mejor aspecto visual y sensación al tacto que la soldadura TIG. El proceso TIG presenta muchas opciones de aplicación, y es que es apto para cualquier tipo de metal, chapas finas, posiciones forzadas y posiciones de raíz. Además, no se produce escoria durante la soldadura, el material apenas se deforma y el proceso está prácticamente libre de proyecciones. Las ventajas y la amplia gama de aplicaciones son obvias. Pero, ¿qué hay que tener en cuenta a la hora de comprar un equipo TIG portátil? ¿Qué funciones son las más importantes? Hay que considerar cinco puntos esenciales:
…
…
1. Cebado de alta frecuencia
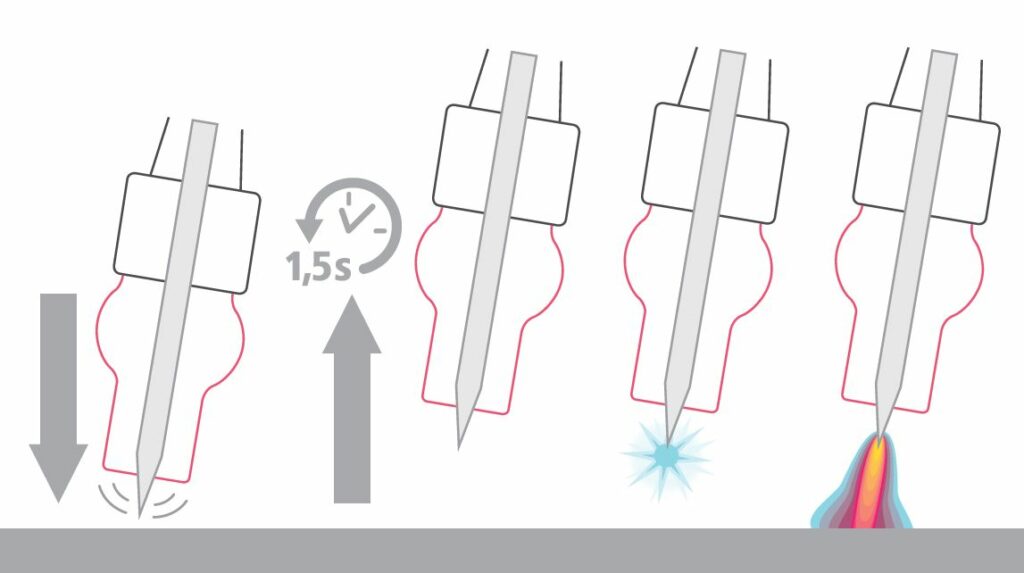
Normalmente, el cebado de alta frecuencia se utiliza en la soldadura TIG. Este crea un arco voltaico entre la pieza de trabajo y el electrodo, sin que haya contacto entre ellos. Para ello, la antorcha de soldadura se coloca unos dos milímetros por encima de la pieza de trabajo. El arco voltaico se enciende accionando el pulsador de la antorcha. Una alternativa es el cebado por contacto: el arco voltaico se genera mientras el electrodo toca la pieza. Sin embargo, existe el riesgo de que el baño de fusión se contamine por las inclusiones del electrodo de tungsteno. Esta es una deficiencia importante, especialmente para los trabajos de soldadura sensibles, como en la tecnología médica.
La función Touch HF es la más adecuada para un encendido simple y preciso. El procedimiento para el soldador es básicamente el mismo que en la ignición por contacto. La pieza se toca con el electrodo. Tras separarlas, comienza el tiempo de espera preestablecido. El arco voltaico se enciende en el punto exacto donde el electrodo ha tocado la pieza. No es posible tener más control durante la ignición.
Hay sistemas de soldadura en los que se puede cambiar entre el cebado de alta frecuencia y Touch HF de manera estándar, seleccionando la ignición óptima dependiendo de la aplicación.
2. Función de grapado (TAC)
TAC viene de la palabra inglesa «tacking», que equivale a «grapado». Si desea unir dos componentes diferentes a una pieza de trabajo, deben fijarse previamente en la etapa de preparación. La corriente de pulsado produce una oscilación del baño de fusión que facilita el proceso de grapado sin quemar los bordes. Si se utiliza la función TAC en el modo de punteado, es posible conseguir siempre el mismo tamaño de puntos de grapado. La uniformidad de los puntos de soldadura hace que sea mucho más fácil soldar por encima de estos. Otra ventaja de la función TAC es que la función de grapado permite una reducción (o incluso eliminación) de los colores de temple, mientras que ahorra hasta un 50 % de tiempo en comparación con el proceso de grapado convencional.
3. Corriente de descenso
La corriente de descenso solo se emplea con la soldadura TIG de cuatro tiempos, que se explica de la siguiente manera:
- Primer ciclo: accionando el pulsador de la antorcha se enciende el arco voltaico con corriente inicial.
- Segundo ciclo: al soltar el pulsador, el proceso de soldadura empieza con la corriente de soldadura completa.
- Tercer ciclo: se vuelve a accionar el pulsador y el arco voltaico comienza a descender.
- Cuarto ciclo: se vuelve a soltar el pulsador y así finaliza el proceso de soldadura.
La soldadura en modo de 4 tiempos es más ergonómica para el soldador, ya que no tiene que mantener presionado el pulsador de la antorcha de forma continua. El descenso de corriente permite al soldador reducir o aumentar la corriente principal según sea necesario durante el proceso de soldadura. Es especialmente importante poder reducir o aumentar lentamente la corriente cuando se cambia el material de aporte durante el proceso de soldadura. Aquí, los dos tiempos de retardo adicionales «Slope 1» y «Slope 2» son particularmente útiles. Si, por otra parte, es necesario soldar sobre un punto de grapado, se necesita una corriente más alta que la corriente principal establecida. Se requiere una mayor aportación de calor, ya que el material es más fuerte en este punto.
4. Tolerancia de la red
La Power Factor Correction (PFC) permite compensar una alta tolerancia de la red. Ofrece un control óptimo de las fluctuaciones de tensión, o en caso de que la tensión de entrada sea insuficiente (como ocurre en las obras de construcción, por ejemplo, debido a la existencia de múltiples distribuidores, largos cables de red o el uso de generadores). Dependiendo del sistema de soldadura, las unidades pueden seguir funcionando a plena potencia incluso con un 30 por ciento menos de tensión de entrada. Si, por ejemplo, solo se dispone de 160 voltios, la máquina con tecnología PFC mantiene la tensión constante para permitir que el soldador pueda seguir soldando a 170 o 210 amperios. Esto garantiza que haya siempre suficiente energía disponible para mantener un arco voltaico estable.
5. Conexión TIG Multi Connector (TMC)
Por supuesto, los diferentes equipos TIG ofrecen muchas más funciones: desde la desconexión automática hasta una función de control de gas. Otra característica que todas las máquinas TIG tienen en común es la soldadura con electrodo. Como los equipos se basan en un inverter de resonancia digital, se dispone de la curva característica de salida ideal para ambos procesos. De todas las posibilidades, ¿qué funciones no deberían faltar en su sistema de soldadura?
¿Estás buscando un equipo TIG? Entonces echa un vistazo al nuevo Fronius TransTig 170/210. Un equipo con todo lo que necesitas y más: un 40 % de duración de ciclo de trabajo y un suministro de tensión de red de 96 V a 265 V.



No hay comentarios