Kein anderes Verfahren bietet stabilere sowie hinsichtlich Haptik und Optik hochwertigere Schweißnähte als das WIG-Schweißen. Zudem ist WIG breit anwendbar: Der Prozess eignet sich für alle Metalle, dünne Bleche, Zwangspositionen und das Wurzelschweißen. Beim Schweißen entsteht zudem keine Schlacke, das Material verformt sich kaum und der Prozess erfolgt praktisch spritzerfrei. Die Vorteile und das breite Anwendungsspektrum liegen auf der Hand. Doch worauf kommt es an, wenn man sich ein mobiles WIG-Gerät zulegen möchte? Welche Funktionen sind in erster Linie wichtig? Fünf wichtige Punkte sollte man beachten:
…
…
1. Hochfrequenz-Zündung
In der Regel kommt beim WIG-Schweißen die Hochfrequenz-Zündung (HF) zum Einsatz. Hierbei entsteht zwischen dem Werkstück und der Elektrode ein Lichtbogen, ohne das Werkstück mit der Elektrode zu berühren. Dafür wird der Brenner etwa zwei Millimeter oberhalb vom Werkstück positioniert. Betätigt man anschließend den Brennertaster, zündet sich der Lichtbogen. Als Alternative bietet sich die Kontaktzündung an: der Lichtbogen entspringt während die Elektrode das Werkstück berührt. Allerdings besteht hier die Gefahr, dass das Schmelzbad durch Einschlüsse der Wolframnadel verunreinigt wird. Das ist besonders bei sensiblen Schweißarbeiten, wie in der Medizintechnik, ein schwerwiegendes Manko.
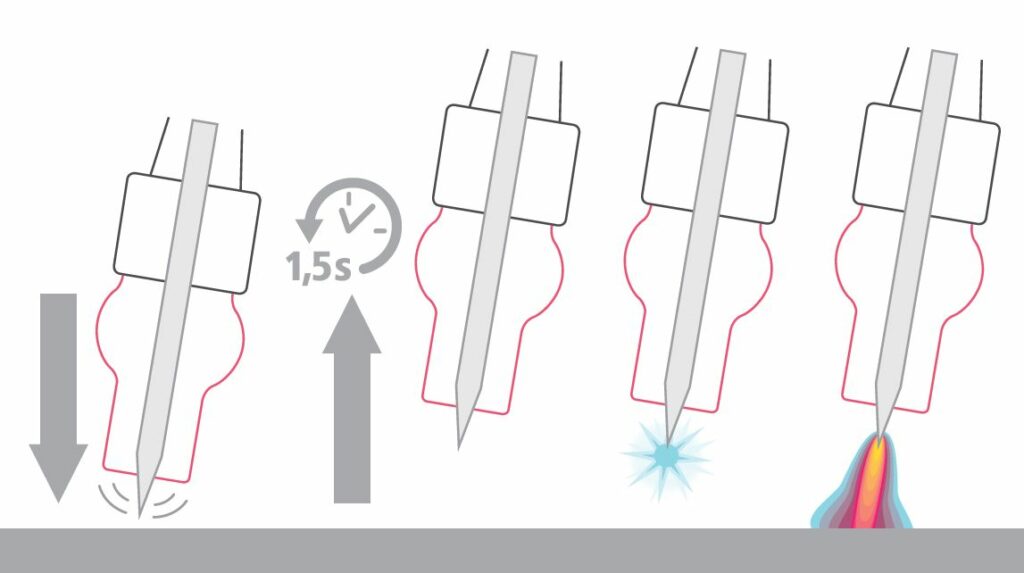
Für eine einfache und gezielt positionierte Zündung eignet sich am besten die Touch HF-Funktion. Der Ablauf für den Schweißer ist dabei grundsätzlich gleich wie bei der Berührungszündung. Das Werkstück wird mit der Elektrode berührt. Nach dem Abheben beginnt die voreingestellte Vorlaufzeit. Dann zündet der Lichtbogen genau an der Stelle, wo die Elektrode das Werkstück zuvor berührt hat. Mehr Kontrolle bei der Zündung geht nicht.
Es gibt Schweißgeräte, bei denen man standardmäßig zwischen HF- und Touch HF-Zündung wechseln kann. Somit kann je nach Anwendungsfall die optimale Zündung ausgewählt werden.
2. Heftfunktion (TAC)
TAC steht für das englische Wort „tacking“, also anheften. Will man zwei unterschiedliche Bauteile zu einem Werkstück fügen, müssen diese zunächst in der Vorbereitung fixiert werden. Mittels Pulsstrom wird das Schmelzbad in Schwingung gebracht. Das erleichtert das Zusammenheften, ohne die Kanten abzubrennen. Wird TAC im Punktiermodus verwendet, ist es dadurch möglich immer gleich große Heftpunkte zu erzielen. Die Gleichmäßigkeit der Schweißpunkte macht vor allem das Überschweißen deutlich einfacher. Ein weiterer Vorteil von TAC: die Heftfunktion ermöglicht geringe, im besten Fall keine Anlauffarben und spart außerdem bis zu 50 Prozent Zeit ein – im Vergleich zum herkömmlichen Heften.
3. Absenkstrom
Der Absenkstrom wird nur beim WIG 4-Takt-Schweißen verwendet. 4-Takt bedeutet:
- Takt: Durch Drücken des Brennertasters zündet der Lichtbogen mit Startstrom
- Takt: Mit Loslassen des Tasters, beginnt der Schweißvorgang mit vollem Schweißstrom
- Takt: Das erneute Drücken des Tasters startet die Absenkung des Lichtbogens
- Takt: Das erneute Loslassen beendet den Schweißvorgang
Das Schweißen im 4-Takt-Modus ist für den Schweißer ergonomischer – er muss den Brennertaster nicht permanent händisch gedrückt halten. Der Absenkstrom ermöglicht dem Schweißer, während des Schweißprozesses den Hauptstrom beliebig zu verringern oder zu erhöhen. Vor allem beim Wechseln des Zusatzmaterials während dem Schweißvorgang ist es nützlich den Strom langsam zu reduzieren bzw. zu erhöhen. Hier helfen die beiden Zusätzlichen Verzögerungszeiten „Slope 1“ & „Slope 2“. Muss hingegen ein Heftpunkt überschweißt werden, ist ein höherer Strom als der eingestellte Hauptstrom notwendig. Es braucht mehr Wärmeeintrag, da das Material an dieser Stelle stärker ist.
4. Netzspannungstoleranz
Die Power Factor Correction (PFC) ermöglicht es hohe Netzspannungstoleranz auszugleichen. Dadurch lassen sich Spannungsschwankungen bzw. die zu geringe Eingangsspannung optimal kontrollieren, wie sie zum Beispiel an Baustellen aufgrund von Mehrfachverteilern, langen Netzkabeln oder der Verwendung von Generatoren entstehen. Je nach Schweißgerät können selbst bei 30 Prozent weniger Eingangsspannung, die Geräte weiterhin ihre volle Leistung abrufen. Stehen beispielsweise nur 160 Volt zur Verfügung, hält die Maschine mit der PFC-Technologie die Spannung soweit konstant, dass der Schweißer trotzdem mit 170 bzw. 210 Amper schweißen kann. So ist immer genug Energie für einen stabilen Lichtbogen vorhanden.
5. TIG Multi Connector-Anschluss (TMC)
Natürlich bieten die unterschiedlichen WIG-Geräte noch viele weitere Funktionen: von einer automatischen Abschaltung bis hin zu einer Gasprüffunktion. Eine Eigenschaft, die zudem alle WIG-Maschinen gemein haben, ist das Elektroden-Schweißen. Da die Geräte auf einem digitalen Resonanz Inverter basieren, steht die ideale Ausgangskennlinie für beide Prozesse zur Verfügung. Bei all den Möglichkeiten – welche Funktionen dürfen bei deinem Schweißgerät auf keinen Fall fehlen?
Du bist auf der Suche nach einem WIG-Gerät? Dann schau dir doch die neue TransTig 170/210 von Fronius an. Eine Maschine mit allen Must-haves und noch mehr: 40% Einschaltdauer sowie 96 V bis 265 V Netzspannungsversorgung.



Keine Kommentare